এই প্রবন্ধে বল মিল বিয়ারিং ব্লকের বিস্তারিত বর্ণনা দেওয়া হয়েছে, যা রেডিয়াল/অক্ষীয় লোড বহন করে, শ্যাফটের স্থিতিশীলতা নিশ্চিত করে এবং HT300 সম্পর্কে, কিউটি৪৫০-10, অথবা Q355B এর মতো বৈশিষ্ট্যযুক্ত উপকরণ। এটি ঢালাই (ছাঁচনির্মাণ, ঢালাই, বার্ধক্য, মেশিনিং) এবং ঢালাই (খালি, ঢালাই, মেশিনিং) ধরণের জন্য উৎপাদন প্রক্রিয়া, এবং পূর্ণ-প্রক্রিয়া পরিদর্শন (কাঁচামাল, ফাঁকা, প্রক্রিয়াধীন, চূড়ান্ত পণ্য) কভার করে যা মাত্রিক নির্ভুলতা, শক্তি এবং নির্ভরযোগ্যতা নিশ্চিত করে, ভারী-লোড, ক্রমাগত অপারেশনের চাহিদা পূরণ করে।
বল মিল বিয়ারিং ব্লক এবং তাদের উৎপাদন ও পরিদর্শন প্রক্রিয়ার বিস্তারিত ভূমিকা
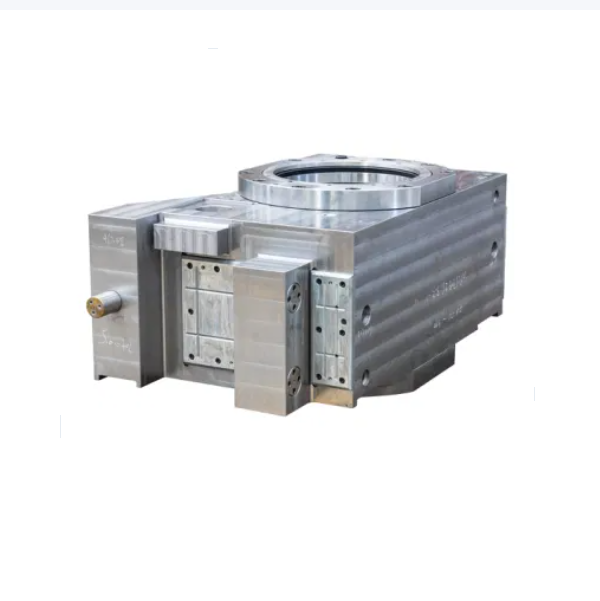
I. বল মিল বিয়ারিং ব্লকের সংক্ষিপ্ত বিবরণ এবং কাঠামোগত বৈশিষ্ট্য
বল মিল বিয়ারিং ব্লক হল একটি মূল উপাদান যা মিল সিলিন্ডারের ঘূর্ণনকে সমর্থন করে। এর প্রাথমিক কাজ হল বিয়ারিং ঠিক করুন, সিলিন্ডার এবং অভ্যন্তরীণ উপকরণ থেকে রেডিয়াল এবং অক্ষীয় লোড সহ্য করুন এবং শ্যাফ্ট সিস্টেমের স্থিতিশীল ঘূর্ণন নিশ্চিত করুন (ফাঁকা শ্যাফ্ট)। এর কর্মক্ষমতা সরাসরি বল মিলের অপারেটিং নির্ভুলতা, স্থিতিশীলতা এবং পরিষেবা জীবনকে প্রভাবিত করে।
মূল কার্যাবলী:
লোড-বেয়ারিং: সিলিন্ডার, গ্রাইন্ডিং মিডিয়া এবং উপকরণের মোট ওজন (দশ বা শত শত টন পর্যন্ত) বজায় রাখে এবং ঘূর্ণনের সময় প্রভাবের ভার শোষণ করে;
পজিশনিং: বিয়ারিংয়ের সাথে সহযোগিতার মাধ্যমে ফাঁপা শ্যাফ্টের সমঅক্ষতা এবং ঘূর্ণন নির্ভুলতা নিশ্চিত করে;
সিলিং এবং লুব্রিকেশন: বিয়ারিংগুলির জন্য লুব্রিকেশন সরবরাহ করতে এবং ধুলো এবং কুল্যান্টের প্রবেশ রোধ করতে লুব্রিকেশন চ্যানেল এবং সিলিং কাঠামোগুলিকে একীভূত করে।
কাঠামোগত বৈশিষ্ট্য:
উপাদান: ছোট এবং মাঝারি আকারের বল মিলগুলি সাধারণত ব্যবহার করে ধূসর ঢালাই লোহা (HT300 সম্পর্কে) (চমৎকার ঢালাইযোগ্যতা এবং শক শোষণ); বড় বা ভারী-শুল্ক মিলগুলি গ্রহণ করে নমনীয় লোহা (কিউটি৪৫০-10) অথবা ঢালাই করা স্ট্রাকচারাল স্টিল (Q355B) (উচ্চ শক্তি)।
কাঠামোগত প্রকার: ইন্টিগ্রাল (ছোট থেকে মাঝারি আকারের) এবং স্প্লিট (বড় আকারের, সহজ ইনস্টলেশন এবং রক্ষণাবেক্ষণের জন্য)। এর মধ্যে সাধারণত বিয়ারিং মাউন্টিং হোল (বিয়ারিং বাইরের রিংগুলির সাথে হস্তক্ষেপ ফিট), স্পিগটগুলি সনাক্তকরণ, বোল্ট হোল, লুব্রিকেশন হোল এবং কুলিং ফিন অন্তর্ভুক্ত থাকে।
II. বল মিল বিয়ারিং ব্লকের উৎপাদন প্রক্রিয়া
উপকরণের উপর ভিত্তি করে, উৎপাদন প্রক্রিয়াগুলিকে ভাগ করা হয়েছে ঢালাই (ঢালাই লোহার বিয়ারিং ব্লকের জন্য) এবং ঢালাই (ইস্পাত ভারবহন ব্লকের জন্য), নিম্নরূপ মূল পদ্ধতি সহ:
বালির ছাঁচ (কাঠের বা রজন) 3D মডেলের উপর ভিত্তি করে তৈরি করা হয়, যার মেশিনিং অ্যালাউন্স 3-5 মিমি। রাইজারগুলি সংকোচন গহ্বর এড়াতে ডিজাইন করা হয়;
জটিল এলাকাগুলিতে (যেমন, বিয়ারিং হোল) মাত্রিক নির্ভুলতা নিশ্চিত করার জন্য কোল্ড-বক্স কোর তৈরি ব্যবহার করা হয়।
গলানো এবং ঢালা
গলিত লোহার গঠন নিয়ন্ত্রণ: C 3.2-3.6%, সি 1.8-2.2%, মণ 0.8-1.2%, S≤0.12%, P≤0.15%;
চাপের ঘনত্ব কমাতে এবং ঢালাইয়ের ঘনত্ব নিশ্চিত করতে স্টেপ পোরিং ব্যবহার করে ১৩৮০-১৪৫০℃ তাপমাত্রায় ঢালাই করা।
বার্ধক্যজনিত চিকিৎসা
ঢালাইয়ের চাপ দূর করতে এবং পরবর্তী মেশিনিং বিকৃতি রোধ করতে ঢালাইগুলিকে 2-4 সপ্তাহের জন্য প্রাকৃতিকভাবে বার্ধক্যের মধ্য দিয়ে যেতে হয় (অথবা কৃত্রিম বার্ধক্য: 8 ঘন্টার জন্য 200-250℃)।
রুক্ষ যন্ত্র
সিএনসি লেদ বা বোরিং মেশিনগুলি বিয়ারিং হোল (২-৩ মিমি ফিনিশিং অ্যালাউন্স রেখে), এন্ড ফেস এবং স্পিগটগুলি সনাক্ত করে, যা ≤০.১ মিমি/১০০ মিমি এর সমতলতা নিশ্চিত করে।
সেমি-ফিনিশিং এবং সেকেন্ডারি এজিং
বাইরের বৃত্ত এবং প্রান্তভাগ ঘুরিয়ে শেষ করুন, ১-১.৫ মিমি গ্রাইন্ডিং অ্যালাউন্স রেখে;
মাত্রা আরও স্থিতিশীল করার জন্য সেকেন্ডারি এজিং (৪ ঘন্টার জন্য ১৮০-২২০℃)।
তৈলাক্তকরণ গর্ত এবং সংযোগকারী গর্ত ড্রিলিং এবং ট্যাপিং: থ্রেড নির্ভুলতা 6H, গর্ত অবস্থান সহনশীলতা ±0.1 মিমি।
(খ) ঢালাই করা বিয়ারিং ব্লক (উদাহরণস্বরূপ Q355B)
ফাঁকা করা এবং গঠন করা
ব্ল্যাঙ্কিংয়ের জন্য সিএনসি কাটিং (প্লেটের পুরুত্ব ≥20 মিমি)। লোড-বেয়ারিং শক্তি বাড়ানোর জন্য বেয়ারিং হোল অঞ্চলগুলিকে নকল স্টিলের ফ্ল্যাঞ্জ (20# স্টিল) দিয়ে সংযুক্ত করা হয়।
ঢালাই প্রক্রিয়া
ঢালাই পদ্ধতি: ডুবো আর্ক ওয়েল্ডিং বা গ্যাস মেটাল আর্ক ওয়েল্ডিং, V-আকৃতির ওয়েল্ড খাঁজ সহ (60° কোণ);
ঢালাইয়ের ক্রম: প্রথমে কম চাপযুক্ত এলাকাগুলিকে ঢালাই করুন, তারপর প্রধান ঢালাই, স্তরযুক্ত ঢালাই ব্যবহার করে (প্রতিটি স্তর ≤5 মিমি পুরুত্ব)। চাপ কমাতে ঢালাই-পরবর্তী হাতুড়ি দিয়ে কাজ করা;
ঢালাই-পরবর্তী চিকিৎসা: ঢালাইয়ের চাপ দূর করার জন্য (ফাটল রোধ করার জন্য) 6 ঘন্টার জন্য 300℃ তাপমাত্রায় স্ট্রেস রিলিফ অ্যানিলিং।
যন্ত্র
কাস্ট বিয়ারিং ব্লকের মতো একই রুক্ষ মেশিনিং, সেকেন্ডারি এজিং এবং ফিনিশ মেশিনিং ধাপ অনুসরণ করে, তবে ঢালাই করা পৃষ্ঠগুলিকে প্রথমে সমতলভাবে মিশ্রিত করতে হবে (পৃষ্ঠের রুক্ষতা রা≤12.5μm)।
মাত্রিক নির্ভুলতা, যান্ত্রিক বৈশিষ্ট্য এবং কর্মক্ষম নির্ভরযোগ্যতা নিশ্চিত করার জন্য পরিদর্শন সমগ্র উৎপাদন প্রক্রিয়াকে কভার করে:
(ক) কাঁচামাল এবং খালি পরিদর্শন
উপাদান পরিদর্শন:
ঢালাই লোহার যন্ত্রাংশ: রাসায়নিক গঠন যাচাই করার জন্য বর্ণালী বিশ্লেষণ (যেমন, HT300 সম্পর্কে-এ C এবং সি উপাদান) এবং প্রসার্য শক্তি ≥300MPa পরীক্ষা করার জন্য প্রসার্য পরীক্ষা;
ঢালাই করা যন্ত্রাংশ: স্টিল প্লেট সার্টিফিকেট যাচাই করুন; নকল ফ্ল্যাঞ্জগুলি কেন্দ্রশাসিত অঞ্চল পরিদর্শনের মধ্য দিয়ে যায় (জেবি/T 5000.15 ক্লাস II এর সাথে সঙ্গতিপূর্ণ)।
খালি ত্রুটি পরিদর্শন:
ঢালাই যন্ত্রাংশ: এমটি পরিদর্শন (কোনও পৃষ্ঠের ফাটল বা সংকোচন নেই), বিয়ারিং গর্তের উপর ফোকাস সহ (কোনও ছিদ্র ≥φ3 মিমি নয়);
ঢালাই করা যন্ত্রাংশ: ঢালাইয়ের জন্য ১০০% কেন্দ্রশাসিত অঞ্চল পরিদর্শন (কোনও অসম্পূর্ণ ফিউশন বা স্ল্যাগ অন্তর্ভুক্তি নেই) এবং এমটি পরিদর্শন (কোনও পৃষ্ঠের ফাটল নেই)।
(খ) প্রক্রিয়াধীন পরিদর্শন (কী নোড)
রুক্ষ যন্ত্রের পরে:
ভার্নিয়ার ক্যালিপার বা সিএমএম ব্যবহার করে বিয়ারিং হোলের ব্যাস (একই রকমের ভাতা) এবং স্পিগটের ব্যাস (সহনশীলতা ±0.5 মিমি) পরীক্ষা করুন।
তাপ চিকিত্সার পরে:
কঠোরতা পরীক্ষা: ঢালাই লোহা (180-240HBW) এবং অ্যানিলড ওয়েল্ডেড অংশগুলির (≤220HBW) জন্য ব্রিনেল কঠোরতা পরীক্ষক।
জ্যামিতিক সহনশীলতা: ডায়াল সূচকটি স্পিগটের শেষ মুখের বিয়ারিং গর্ত অক্ষের লম্বতা পরীক্ষা করে (≤0.02 মিমি/100 মিমি);
পৃষ্ঠের গুণমান: প্রোফাইলোমিটার বিয়ারিং গর্তের রুক্ষতা (রা≤1.6μm) যাচাই করে; কোনও আঁচড় বা ঘা নেই কিনা তা চাক্ষুষ পরিদর্শন করে।
(গ) চূড়ান্ত পণ্য পরিদর্শন
সমাবেশ সামঞ্জস্য পরিদর্শন:
বিয়ারিং-বোর ফিট: ফিলার গেজ ইন্টারফেরেন্স পরীক্ষা করে (সাধারণত 0.01-0.03 মিমি স্থিতিশীল বিয়ারিং বাইরের রিং নিশ্চিত করতে);
বোল্ট গর্তের অবস্থান: গেজ স্পিগট লোকেটিং (≤0.1 মিমি) দিয়ে সংযোগকারী গর্তের সমঅক্ষতা যাচাই করে।
চাপ এবং সিলিং পরিদর্শন:
লুব্রিকেশন হোল প্রেসার টেস্ট: ০.৫ এমপিএ কম্প্রেসড এয়ার ৩০ সেকেন্ডের জন্য, সাবান দ্রবণ দিয়ে কোন লিকেজ নেই কিনা তা পরীক্ষা করা;
সামগ্রিক সিলিং: সিমুলেটেড বিয়ারিং অ্যাসেম্বলি, তেল ভর্তি (বিয়ারিং গর্তের ১/২ অংশ পর্যন্ত), ১০ মিনিট ঘূর্ণন, এবং কোনও ফুটো নেই কিনা তা পরিদর্শন।
চেহারা পরিদর্শন:
পৃষ্ঠতল রঙ (প্রাইমার + টপকোট, মোট পুরুত্ব 60-80μm) কোন ছিদ্র বা খোসা ছাড়াই; স্পষ্ট চিহ্ন (মডেল, উপাদান)।
চতুর্থ. সারাংশ
বল মিল বিয়ারিং ব্লক তৈরির জন্য ভারসাম্যপূর্ণ শক্তি এবং নির্ভুলতার প্রয়োজন হয়। ঢালাই প্রক্রিয়াগুলি শক শোষণকে অগ্রাধিকার দেয়, যখন ঢালাই প্রক্রিয়াগুলি ভারী-লোড ক্ষমতার উপর জোর দেয়। লোড-বোঝার ক্ষমতা এবং পরিষেবা জীবন নিশ্চিত করার জন্য কঠোর পরিদর্শন (বিশেষ করে মাত্রিক নির্ভুলতা এবং ত্রুটি নিয়ন্ত্রণের জন্য) অত্যন্ত গুরুত্বপূর্ণ। বাস্তবে, ভারী-শুল্ক, ক্রমাগত অপারেশনের প্রয়োজনীয়তা পূরণের জন্য মিলের স্পেসিফিকেশনের (যেমন, মিলের জন্য বিয়ারিং গর্তের ≥50 মিমি ≥φ3 মি) উপর ভিত্তি করে প্রক্রিয়া পরামিতিগুলি সমন্বয় করা হয়।