




কাঠামোগত সহায়তা: স্থির শঙ্কু লাইনার, সমন্বয় রিং এবং আগত উপাদানের ভার (শত শত টন পর্যন্ত) বহন করে, এই ভারগুলিকে নীচের ফ্রেম বা ভিত্তির উপর স্থানান্তরিত করে।
ক্রাশিং চেম্বার গঠন: চলমান শঙ্কুর সাথে একত্রে কাজ করে ক্রাশিং চেম্বারের উপরের অংশ তৈরি করা, প্রাথমিক উপাদান প্রবেশের স্থান নির্ধারণ করা এবং আকরিককে ক্রাশিং জোনে পরিচালিত করা।
কম্পোনেন্ট অ্যালাইনমেন্ট: চলমান শঙ্কুর সাপেক্ষে স্থির শঙ্কু এবং সমন্বয় রিংয়ের সুনির্দিষ্ট অবস্থান বজায় রাখা, স্থিতিশীল ক্রাশিং গ্যাপ নিয়ন্ত্রণ এবং অভিন্ন কণা আকার আউটপুট নিশ্চিত করা।
সুরক্ষা: বাইরের প্রভাব, ধুলো এবং পরিবেশগত ক্ষতি থেকে রক্ষা করার জন্য অভ্যন্তরীণ উপাদানগুলি (যেমন, অদ্ভুত সমাবেশ, গিয়ার) আবদ্ধ করা।
ফ্রেম বডি: প্রধান কাঠামোগত অংশ, সাধারণত একটি টেপারড বা স্টেপড নলাকার আকৃতির, যা উচ্চ-শক্তির ঢালাই ইস্পাত (যেমন, জেডজি৩১০–570) বা বড় আকারের ক্রাশারের জন্য নমনীয় লোহা (কিউটি৬০০–3) দিয়ে তৈরি। এর দেয়ালের পুরুত্ব 50 থেকে 150 মিমি পর্যন্ত, লোড-বেয়ারিং এলাকায় মোটা অংশ থাকে।
স্থির শঙ্কু মাউন্টিং সারফেস: একটি স্পষ্টতা-যন্ত্রযুক্ত অভ্যন্তরীণ শঙ্কুযুক্ত পৃষ্ঠ (টেপার কোণ 15°–30°) যা স্থির শঙ্কু লাইনারের সাথে মিলিত হয়, যাতে নিরাপদ সংযুক্তির জন্য বোল্ট গর্ত বা ডোভেটেল খাঁজ থাকে।
সমন্বয় রিং গাইড: একটি বহিরাগত নলাকার বা থ্রেডেড পৃষ্ঠ যা সমন্বয় রিংয়ের সাথে ইন্টারফেস করে, স্থির শঙ্কুর ঘূর্ণনগত সমন্বয়কে ক্রাশিং গ্যাপ পরিবর্তন করতে দেয়। থ্রেডেড গাইডগুলি মসৃণ, ভারবহনকারী চলাচলের জন্য ট্র্যাপিজয়েডাল থ্রেড (মেট্রিক বা ইঞ্চি) ব্যবহার করে।
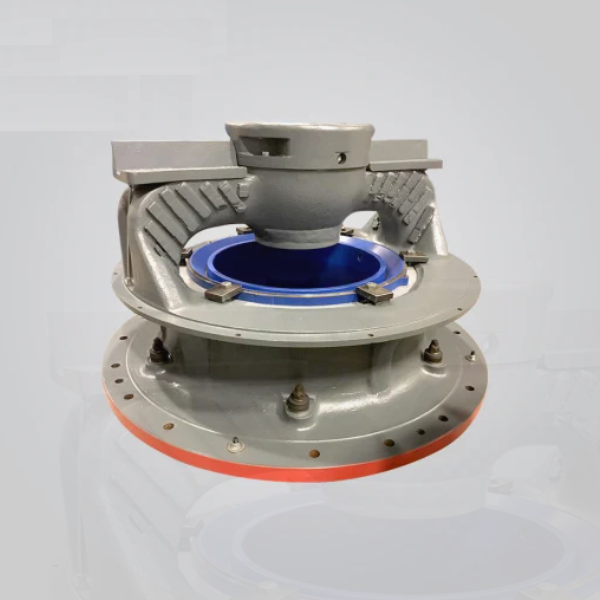
ফ্ল্যাঞ্জ সংযোগ:
শীর্ষ ফ্ল্যাঞ্জ: ফিড হপারকে সুরক্ষিত করার জন্য উপরের প্রান্তে একটি পেরিফেরাল ফ্ল্যাঞ্জ, সমানভাবে ব্যবধানযুক্ত বোল্ট গর্ত (M20–M36) এবং উপাদানের ফুটো রোধ করার জন্য একটি মেশিনযুক্ত সিলিং পৃষ্ঠ।
নীচের ফ্ল্যাঞ্জ: একটি নিম্ন ফ্ল্যাঞ্জ যা নিম্ন ফ্রেম বা বেসের সাথে সংযুক্ত, যাতে ভারী-শুল্ক বোল্ট (গ্রেড 8.8 বা 10.9) এবং প্রান্তিককরণের জন্য ডোয়েল পিন রয়েছে, যা মূল শ্যাফ্টের সাথে ঘনত্ব নিশ্চিত করে।
পাঁজর শক্তিশালীকরণ: অভ্যন্তরীণ এবং বহিরাগত রেডিয়াল রিব (১০-৩০ মিমি পুরু) ফ্রেমের বডি বরাবর বিতরণ করা হয়েছে যাতে দৃঢ়তা বৃদ্ধি পায়, লোডের নিচে বিচ্যুতি হ্রাস পায় (সাধারণত পূর্ণ লোডের নিচে ≤০.৫ মিমি পর্যন্ত সীমাবদ্ধ)।
তৈলাক্তকরণ এবং পরিদর্শন বন্দর: অ্যাডজাস্টমেন্ট রিং থ্রেডে লুব্রিকেন্ট সরবরাহের জন্য ড্রিল করা গর্ত বা ঢালাই চ্যানেল, এবং অভ্যন্তরীণ উপাদানগুলির চাক্ষুষ পরিদর্শনের জন্য অ্যাক্সেস পোর্ট।
কুলিং জ্যাকেট (ঐচ্ছিক): বড় ক্রাশারে একটি জল-ঠান্ডা গহ্বর যা ক্রাশিং চেম্বার থেকে তাপ অপসারণ করে, যেখানে ইনলেট/আউটলেট পোর্টগুলি কুলিং সিস্টেমের সাথে সংযুক্ত থাকে।
উপাদান নির্বাচন:
উচ্চ-শক্তির ঢালাই ইস্পাত (জেডজি৩১০–570) তার চমৎকার প্রসার্য শক্তি (≥570 এমপিএ) এবং প্রভাব শক্ততার (≥15% প্রসারণ) জন্য পছন্দ করা হয়, যা ভারী-লোড অ্যাপ্লিকেশনের জন্য উপযুক্ত। মাঝারি আকারের ফ্রেমের জন্য, উন্নত ঢালাইযোগ্যতা এবং কম খরচের জন্য নমনীয় লোহা (কিউটি৬০০–3) ব্যবহার করা হয়।
প্যাটার্ন তৈরি:
পলিউরেথেন ফোম বা কাঠ ব্যবহার করে একটি পূর্ণ-স্কেল প্যাটার্ন তৈরি করা হয়, যা ফ্রেমের বাহ্যিক আকৃতি, অভ্যন্তরীণ টেপার, ফ্ল্যাঞ্জ এবং পাঁজরের প্রতিলিপি তৈরি করে। উপাদানের উপর ভিত্তি করে সঙ্কুচিত ভাতা (1.5-2.5%) যোগ করা হয় (স্টিলের জন্য উচ্চতর), এবং সহজে ছাঁচ অপসারণের জন্য ড্রাফ্ট কোণ (3°-5°) অন্তর্ভুক্ত করা হয়।
ছাঁচনির্মাণের সময় বিকৃতি রোধ করার জন্য প্যাটার্নটিকে অভ্যন্তরীণ সাপোর্ট দিয়ে শক্তিশালী করা হয়।
ছাঁচনির্মাণ:
একটি দুই-অংশের (কপ এবং ড্র্যাগ) সবুজ বালির ছাঁচ বা রজন-বন্ডেড বালির ছাঁচ প্রস্তুত করা হয়, যার অভ্যন্তরীণ গহ্বর এবং পাঁজর তৈরি করতে বৃহৎ বালির কোর ব্যবহার করা হয়। পৃষ্ঠের ফিনিশ উন্নত করতে এবং বালিতে ধাতুর অনুপ্রবেশ রোধ করতে ছাঁচের পৃষ্ঠটি একটি অবাধ্য ওয়াশ (অ্যালুমিনা-সিলিকা) দিয়ে লেপা হয়।
গলানো এবং ঢালা:
ঢালাই ইস্পাতের জন্য: শক্তি এবং দৃঢ়তার ভারসাম্য বজায় রাখার জন্য, খাদটি একটি বৈদ্যুতিক আর্ক ফার্নেসে 1520–1560°C তাপমাত্রায় গলিত হয়, যার রাসায়নিক গঠন C 0.25–0.35%, সি 0.2–0.6% এবং মণ 0.8–1.2% এ নিয়ন্ত্রিত হয়।
ঢালাই একটি বৃহৎ মই ব্যবহার করে করা হয় যার নীচে ঢালা প্রক্রিয়া থাকে, যা একটি স্থির প্রবাহ হার (৫০-১০০ কেজি/সেকেন্ড) নিশ্চিত করে যাতে ছাঁচের গহ্বরটি অস্থিরতা ছাড়াই পূর্ণ হয়, যা ছিদ্র বা ঠান্ডা বন্ধ হতে পারে। ঢালাই তাপমাত্রা ইস্পাতের জন্য ১৪৮০-১৫২০°C, নমনীয় লোহার জন্য ১৩৮০-১৪২০°C।
কুলিং এবং শেকআউট:
তাপীয় চাপ কমাতে ছাঁচে ঢালাইটি ৭২-১২০ ঘন্টার জন্য ঠান্ডা করা হয়, তারপর কম্পনের মাধ্যমে অপসারণ করা হয়। রা৫০-100 μm পৃষ্ঠের রুক্ষতা অর্জনের জন্য শট ব্লাস্টিং (G18 স্টিল গ্রিট) ব্যবহার করে বালির অবশিষ্টাংশ পরিষ্কার করা হয়।
তাপ চিকিত্সা:
শস্যের কাঠামো পরিমার্জন করার জন্য ঢালাই করা ইস্পাত ফ্রেমগুলিকে স্বাভাবিকীকরণ (850-900°C, এয়ার-কুলড) করা হয়, তারপরে টেম্পারিং (600-650°C) করা হয় যাতে কঠোরতা 180-230 এইচবিডব্লিউ-এ কমানো যায়, যা মেশিনেবিলিটি উন্নত করে।
কার্বাইড দূর করতে এবং কঠোরতা ১৯০-২৭০ এইচবিডব্লিউ-তে কমাতে নমনীয় লোহার ফ্রেমগুলিকে ৮৫০-৯০০°C (ফার্নেস-কুলড) তাপমাত্রায় অ্যানিল করা হয়।
রুক্ষ যন্ত্র:
ঢালাই ফ্রেমটি একটি বৃহৎ সিএনসি বোরিং মিল বা গ্যান্ট্রি মিলে মাউন্ট করা হয় যাতে উপরের এবং নীচের ফ্ল্যাঞ্জের মুখ, বাইরের ব্যাস এবং রেফারেন্স পৃষ্ঠগুলিকে মেশিন করা যায়, যার ফলে 5-10 মিমি ফিনিশিং অ্যালাউন্স থাকে। এটি পরবর্তী মেশিনিংয়ের জন্য সমতলতা (≤2 মিমি/মিটার) নিশ্চিত করে।
অভ্যন্তরীণ শঙ্কুযুক্ত পৃষ্ঠ (স্থির শঙ্কু মাউন্টিং) একটি লাইভ টুলিং অক্ষ সহ একটি সিএনসি লেদ ব্যবহার করে রুক্ষভাবে ঘুরিয়ে দেওয়া হয়, যাতে টেপার কোণটি নকশার ±0.5° এর মধ্যে থাকে তা নিশ্চিত করা যায়।
মধ্যবর্তী তাপ চিকিত্সা:
৬০০-৬৫০°C তাপমাত্রায় (এয়ার-কুলড) স্ট্রেস রিলিফ অ্যানিলিং করা হয় রুক্ষ মেশিনিং থেকে অবশিষ্ট চাপ অপসারণের জন্য, ফিনিশিং মেশিনিংয়ের সময় বিকৃতি রোধ করার জন্য।
মেশিনিং শেষ করুন:
ফ্ল্যাঞ্জ: সিএনসি মিলিং মেশিন ব্যবহার করে ফ্রেমের অক্ষের সাথে সমতলতা (≤0.1 মিমি/মিটার) এবং লম্বতা (≤0.05 মিমি/100 মিমি) অর্জনের জন্য উপরের এবং নীচের ফ্ল্যাঞ্জগুলি ফিনিশ-মেশিন করা হয়। বোল্ট গর্তগুলি ড্রিল করা হয় এবং ফ্রেম কেন্দ্রের সাপেক্ষে অবস্থানগত নির্ভুলতা (±0.2 মিমি) সহ ক্লাস 6H সহনশীলতা অনুসারে ট্যাপ করা হয়।
অভ্যন্তরীণ টেপার: স্থির শঙ্কু মাউন্টিং পৃষ্ঠটি Ra3 সম্পর্কে.2 μm এর পৃষ্ঠের রুক্ষতায় ফিনিশ-টার্ন করা হয়েছে, টেপার অ্যাঙ্গেল টলারেন্স (±0.1°) এবং ব্যাস টলারেন্স (±0.2 মিমি) সহ স্থির শঙ্কুর সাথে সঠিক ফিট নিশ্চিত করার জন্য।
সমন্বয় রিং গাইড: থ্রেডেড সারফেসগুলি (যদি প্রযোজ্য হয়) একটি সিএনসি থ্রেড মিলিং মেশিন ব্যবহার করে নির্ভুলভাবে মেশিন করা হয়, থ্রেড পিচ টলারেন্স (±0.05 মিমি) এবং প্রোফাইল নির্ভুলতা সহ মসৃণ সমন্বয় আন্দোলন নিশ্চিত করার জন্য।
পৃষ্ঠ চিকিত্সা:
বাইরের পৃষ্ঠটি একটি ইপোক্সি প্রাইমার এবং পলিউরেথেন টপকোট (মোট পুরুত্ব ১০০-১৫০ μm) দিয়ে রঙ করা হয় যাতে বাইরের বা আর্দ্র পরিবেশে ক্ষয় প্রতিরোধ করা যায়।
মেশিনযুক্ত মিলনের পৃষ্ঠগুলি (ফ্ল্যাঞ্জ, অভ্যন্তরীণ টেপার) মরিচা-বিরোধী তেল দিয়ে প্রলেপ দেওয়া হয় যাতে সংরক্ষণ এবং পরিবহনের সময় জারণ রোধ করা যায়।
কাস্টিং মান পরিদর্শন:
অভ্যন্তরীণ ত্রুটি সনাক্ত করার জন্য (যেমন, সংকোচন ছিদ্র >φ5 মিমি প্রত্যাখ্যাত হয়) গুরুত্বপূর্ণ ভারবহনকারী স্থানগুলিতে (ফ্ল্যাঞ্জ, পাঁজরের জয়েন্ট) অতিস্বনক পরীক্ষা (কেন্দ্রশাসিত অঞ্চল) করা হয়।
চৌম্বকীয় কণা পরীক্ষা (এমপিটি) ফ্ল্যাঞ্জ এবং থ্রেডেড অঞ্চলে পৃষ্ঠের ফাটল পরীক্ষা করে, যেখানে কোনও রৈখিক ত্রুটি >1 সম্পর্কে মিমি থাকলে তা প্রত্যাখ্যানের কারণ হতে পারে।
মাত্রিক নির্ভুলতা পরীক্ষা:
একটি বৃহৎ পরিমাপক আয়তনের স্থানাঙ্ক পরিমাপ যন্ত্র (সিএমএম) মূল মাত্রাগুলি যাচাই করে: সামগ্রিক উচ্চতা (±1 মিমি), ফ্ল্যাঞ্জ সমতলতা, টেপার কোণ এবং বোল্ট গর্তের অবস্থান।
ফ্রেমের ঘনত্ব (অভ্যন্তরীণ টেপারের সাপেক্ষে বাইরের ব্যাস) একটি লেজার ট্র্যাকার ব্যবহার করে পরিমাপ করা হয়, যার সহনশীলতা ≤0.1 মিমি/মিটার।
উপাদান পরীক্ষা:
রাসায়নিক গঠন বিশ্লেষণ (স্পেকট্রোমেট্রি) উপাদানের মানগুলির সাথে সম্মতি নিশ্চিত করে (যেমন, জেডজি৩১০–570: C ≤0.37%, মণ ≤1.2%)।
কঠোরতা পরীক্ষা (ব্রিনেল) নিশ্চিত করে যে ফ্রেমটি কঠোরতার নির্দিষ্টকরণগুলি পূরণ করে (ইস্পাতের জন্য 180-230 এইচবিডব্লিউ, নমনীয় লোহার জন্য 190-270 এইচবিডব্লিউ)।
লোড টেস্টিং:
একটি স্ট্যাটিক লোড পরীক্ষা করা হয় রেটেড লোডের ১২০% উপরের ফ্ল্যাঞ্জে ২৪ ঘন্টা ধরে প্রয়োগ করে, কোন দৃশ্যমান বিকৃতি (ডায়াল ইন্ডিকেটর ব্যবহার করে পরিমাপ করা হয়) অনুমোদিত নয়।
অ্যাসেম্বলি ফিট যাচাইকরণ:
সঠিক সারিবদ্ধতা এবং ফিট যাচাই করার জন্য ফ্রেমটি স্থির শঙ্কু, সমন্বয় রিং এবং ফিড হপার দিয়ে ট্রায়াল-অ্যাসেম্বল করা হয়, ফিলার গেজ ব্যবহার করে মিলন পৃষ্ঠের মধ্যে ফাঁক (≤0.1 মিমি) পরীক্ষা করা হয়।











