



তারের স্ট্র্যান্ড: মৌলিক বিল্ডিং ব্লকগুলি, ওয়ার্প তার (দ্রাঘিমাংশীয়, উপাদান প্রবাহের সমান্তরাল) এবং ওয়েফ্ট তার (ট্রান্সভার্স, উপাদান প্রবাহের লম্ব) এ বিভক্ত। এগুলি উচ্চ-কার্বন ইস্পাত (Q235, 65Mn), স্টেইনলেস স্টিল (304, 316), অথবা বিশেষ সংকর ধাতু (যেমন, পরিধান প্রতিরোধের জন্য উচ্চ-ক্রোমিয়াম ইস্পাত) দিয়ে তৈরি। তারের ব্যাস 0.2 মিমি (সূক্ষ্ম স্ক্রীনিং) থেকে 12 মিমি (মোটা স্ক্রীনিং) পর্যন্ত।
জাল খোলা: সংলগ্ন তারের মধ্যবর্তী স্থান, যা বিচ্ছেদের আকার নির্ধারণ করে। খোলা অংশগুলি বর্গাকার, আয়তক্ষেত্রাকার, অথবা ষড়ভুজাকার, যার আকার 0.1 মিমি (মাইক্রোস্ক্রিনিং) থেকে 100 মিমি (মোটা স্ক্রিনিং) পর্যন্ত। অভিন্ন শ্রেণীবিভাগের জন্য বর্গাকার খোলা অংশগুলি সবচেয়ে সাধারণ।
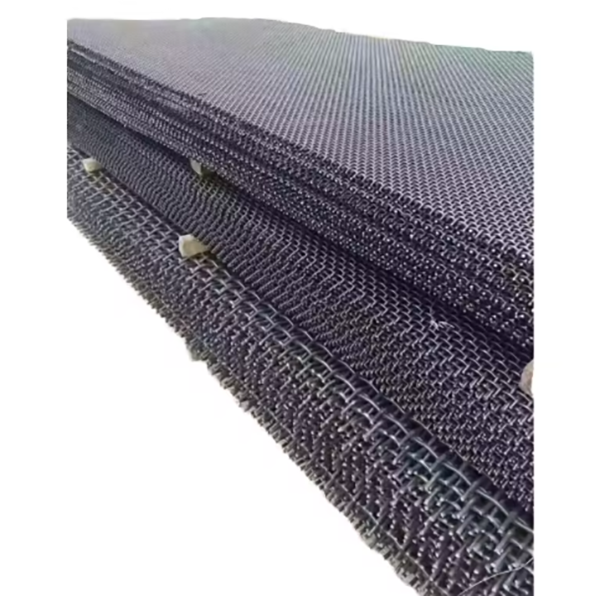
এজ রিইনফোর্সমেন্ট: মোটা তার (২-৫ মিমি ব্যাস) অথবা স্টিলের স্ট্রিপ (৩-৮ মিমি পুরু) দিয়ে তৈরি একটি ফ্রেম বা বর্ডার যা জালের পরিধির সাথে ঢালাই বা ক্রিম্প করা হয়। এটি কাঠামোগত স্থিতিশীলতা বাড়ায় এবং স্ক্রিন ফ্রেমে ইনস্টলেশন সহজতর করে।
বোনা তারের জাল: সবচেয়ে সাধারণ ধরণ, যা প্লেইন, টুইল, অথবা ডাচ বুনন ব্যবহার করে ওয়ার্প এবং ওয়েফ্ট তারগুলিকে একত্রিত করে তৈরি হয়:
প্লেইন ওয়েভ: প্রতিটি ওয়ার্প তার ওয়েফট তারের উপর এবং নীচে পর্যায়ক্রমে পরিবর্তিত হয়, যা মাঝারি স্ক্রিনিংয়ের জন্য উপযুক্ত (খোলার আকার 1-50 মিমি)।
টুইল ওয়েভ: ওয়ার্প তার দুটি/দুটি ওয়েফট তারের উপর দিয়ে যায়, যা ভারী-শুল্ক প্রয়োগের জন্য উচ্চ শক্তি প্রদান করে (যেমন, আকরিক স্ক্রীনিং)।
ডাচ ওয়েভ: সূক্ষ্ম পাটা তার এবং মোটা ওয়েফট তারগুলি শক্তভাবে বোনা, সূক্ষ্ম স্ক্রিনিংয়ের জন্য ব্যবহৃত হয় (খোলার আকার <1 মিমি)।
ঢালাই তারের জাল: প্রতিটি সংযোগস্থলে ওয়ার্প এবং ওয়েফ্ট তারগুলিকে ঢালাই করা হয়, যা শক্ত কাঠামো এবং সুনির্দিষ্ট খোলার আকার প্রদান করে (৫-১০০ মিমি খোলার সাথে সামগ্রিক স্ক্রীনিংয়ের জন্য আদর্শ)।
ছিদ্রযুক্ত প্লেট জাল: ইস্পাত প্লেটে (বেধ ১-৮ মিমি) ছিদ্র করে তৈরি, উচ্চ প্রভাব প্রতিরোধের কারণে ঘষিয়া তুলিয়া ফেলিতে সক্ষম উপকরণের (যেমন, গ্রানাইট) জন্য উপযুক্ত।
তারের অঙ্কন: ব্যাস কমাতে এবং প্রসার্য শক্তি বাড়াতে কাঁচা ইস্পাতের রডগুলিকে ডাইয়ের মধ্য দিয়ে টানা হয়। উচ্চ-কার্বন ইস্পাতের জন্য, ভঙ্গুরতা কমাতে অ্যানিলিং (700-800°C) দ্বারা অঙ্কন করা হয়। তারের ব্যাস সহনশীলতা ±0.02 মিমি এর মধ্যে নিয়ন্ত্রিত হয়।
তার সোজা করা এবং কাটা: টানা তারগুলিকে রোলার স্ট্রেইটনার ব্যবহার করে সোজা করা হয় এবং দৈর্ঘ্যে কাটা হয় (স্ক্রিনের প্রস্থ/দৈর্ঘ্যের সাথে মিলে যায়)।
বয়ন:
প্লেইন/টুইল ওয়েভ: তারগুলি একটি তাঁতে পরস্পর সংযুক্ত থাকে, টান নিয়ন্ত্রিত (৫০-১০০ এমপিএ) দিয়ে যাতে খোলার আকার সমান হয়।
ডাচ ওয়েভ: সূক্ষ্ম পাটা তারগুলিকে শক্তভাবে প্যাক করা হয় এবং উচ্চ টানে মোটা ওয়েফট তার দিয়ে বোনা করা হয় যাতে সরু খোলা জায়গা তৈরি হয়।
এজ ট্রিটমেন্ট: জালের পরিধি ভাঁজ করা, কুঁচকানো, অথবা রিইনফোর্সমেন্ট স্ট্রিপগুলিতে ঢালাই করা হয়। ঢালাই করা প্রান্তগুলি ফ্রেমে তারগুলি সুরক্ষিত করার জন্য স্পট ওয়েল্ডিং (বর্তমান 5-15 কেএ) ব্যবহার করে।
তারের প্রস্তুতি: বোনা জালের মতো—নির্দিষ্ট দৈর্ঘ্যে তার আঁকা, সোজা করা এবং কাটা।
গ্রিড সারিবদ্ধকরণ: ওয়ার্প এবং ওয়েফ্ট তারগুলি পজিশনিং জিগ ব্যবহার করে একটি গ্রিড প্যাটার্নে সাজানো হয়, যা খোলার আকার সহনশীলতা নিশ্চিত করে (সূক্ষ্ম জালের জন্য ±0.1 মিমি, মোটা জালের জন্য ±0.5 মিমি)।
প্রতিরোধ ঢালাই: প্রতিটি ছেদকে ইলেকট্রোড ব্যবহার করে ঢালাই করা হয়, যার প্যারামিটারগুলি হল: ভোল্টেজ 2–5 V, কারেন্ট 10–50 কেএ, এবং ঢালাই সময় 0.01–0.1 সেকেন্ড। এটি কম্পন প্রতিরোধী শক্তিশালী, অনমনীয় জয়েন্ট তৈরি করে।
পৃষ্ঠ চিকিত্সা: জারা প্রতিরোধের জন্য ঐচ্ছিক গ্যালভানাইজিং (হট-ডিপ বা ইলেক্ট্রোপ্লেটিং), জিঙ্ক আবরণের পুরুত্ব ৫০-১০০ মাইক্রোমিটার।
প্লেট কাটা: প্লাজমা বা লেজার কাটিং ব্যবহার করে স্টিলের প্লেটগুলি (Q235, স্টেইনলেস স্টিল) স্ক্রিনের আকারে কাটা হয়।
ঘুষি মারা: সিএনসি পাঞ্চ প্রেস ব্যবহার করে গর্ত খোঁচা করা হয়, ডাই দিয়ে কাঙ্ক্ষিত খোলার আকার/আকারের সাথে মিলে যায়। পাঞ্চিং বল 100-500 কেএন পর্যন্ত, প্লেটের পুরুত্ব এবং গর্তের আকারের উপর নির্ভর করে।
ডিবারিং: তারের ক্ষতি রোধ করতে এবং মসৃণ উপাদান প্রবাহ নিশ্চিত করতে গ্রাইন্ডিং হুইল ব্যবহার করে গর্তের কিনারা খোদাই করা হয়।
পৃষ্ঠ চিকিত্সা:
গ্যালভানাইজিং: কার্বন ইস্পাত জালের জন্য, হট-ডিপ গ্যালভানাইজিং (450–460°C) একটি দস্তা-লোহার খাদ স্তর তৈরি করে, যা জারা প্রতিরোধ ক্ষমতা বৃদ্ধি করে (বাইরের পরিবেশে পরিষেবা জীবন 5-10 বছর)।
পলিশিং: স্টেইনলেস স্টিলের জালকে Ra0 এর বিবরণ.8–1.6 μm পৃষ্ঠের রুক্ষতায় পালিশ করা হয়, যা উপাদানের আনুগত্য হ্রাস করে।
আবরণ: চরম ঘর্ষণ প্রতিরোধের জন্য তারের পৃষ্ঠে ঐচ্ছিক পলিউরেথেন বা রাবারের আবরণ (১-৩ মিমি পুরু) (যেমন, খনির প্রয়োগ)।
স্লিটিং এবং সাইজিং: বড় জালের চাদরগুলি কাঁচি বা লেজার কাটার ব্যবহার করে স্ক্রিন ফ্রেমের মাত্রা অনুসারে কাটা হয়, যার দৈর্ঘ্য/প্রস্থ সহনশীলতা ±1 মিমি।
ফ্রেম সমাবেশ: মডুলার স্ক্রিনের জন্য, কম্পন কমাতে এবং উপাদানের ফুটো রোধ করতে রাবার গ্যাসকেট ব্যবহার করে জালকে স্টিলের ফ্রেমে (অ্যাঙ্গেল আয়রন বা চ্যানেল স্টিল) বোল্ট বা ক্ল্যাম্প করা হয়।
উপাদান পরীক্ষা:
তারের সুতার প্রসার্য পরীক্ষা শক্তি নিশ্চিত করে (যেমন, 65Mn ইস্পাত: প্রসার্য শক্তি ≥1000 এমপিএ)।
রাসায়নিক গঠন বিশ্লেষণ (স্পেকট্রোমেট্রি) উপাদানের গ্রেড যাচাই করে (যেমন, 304 স্টেইনলেস স্টিল: কোটি ≥18%, নি ≥8%)।
মাত্রিক পরিদর্শন:
ক্যালিপার বা অপটিক্যাল তুলনাকারী ব্যবহার করে খোলার আকার পরিমাপ, নির্দিষ্টকরণের সাথে সম্মতি নিশ্চিত করা (যেমন, ±0.2 মিমি সহনশীলতা সহ 10 মিমি খোলা)।
অসম স্ক্রিনিং এড়াতে ≤2 মিমি/মিটার বিচ্যুতি সহ একটি সোজা প্রান্ত ব্যবহার করে জালের সমতলতা পরীক্ষা করুন।
কাঠামোগত অখণ্ডতা পরীক্ষা:
ঢালাই শক্তি পরীক্ষা: ঢালাই করা জালের জন্য, তারের ছেদগুলিতে টান পরীক্ষা করুন (৫ মিমি তারের জন্য সর্বনিম্ন ভাঙার বল ≥৫ কেএন)।
ঘর্ষণ প্রতিরোধ পরীক্ষা: নমুনাগুলি এএসটিএম G65 শুষ্ক বালি ঘর্ষণ পরীক্ষার শিকার হয়, উচ্চ-ক্রোমিয়াম ইস্পাতের জন্য ওজন হ্রাস ≤5 গ্রাম/1000 চক্র সহ।
কর্মক্ষমতা যাচাইকরণ:
স্ক্রিনিং দক্ষতা পরীক্ষা: গ্রেড করা উপকরণের একটি নমুনা পরীক্ষা করা হয়, যার দক্ষতা গণনা করা হয় (উপাদানের ভর / মোট ভর অতিক্রম করে) × 100% (প্রয়োজনীয় ≥90%) হিসাবে।
কম্পন ক্লান্তি পরীক্ষা: জালটি একটি কম্পনকারী প্ল্যাটফর্মে (১৫০০ আরপিএম) ১০০ ঘন্টা ধরে স্থাপন করা হয়, তার ভাঙা বা আলগা হচ্ছে কিনা তা পরীক্ষা করে।
প্রস্তুতি: স্ক্রিন ফ্রেমটি পরিষ্কার করা হয়, এবং ফাঁকগুলি সিল করার জন্য ফ্রেমের মাউন্টিং পৃষ্ঠে রাবার গ্যাসকেট (3-5 মিমি পুরু) স্থাপন করা হয়।
জাল পজিশনিং: তারের জালটি ফ্রেমের উপর সমতলভাবে বিছিয়ে দেওয়া হয়, যা ফিড/ডিসচার্জ প্রান্তের সাথে সারিবদ্ধতা নিশ্চিত করে। বড় পর্দার জন্য, একাধিক জাল প্যানেল ওভারল্যাপিং প্রান্ত (50-100 মিমি) দিয়ে সংযুক্ত করা হয় এবং ক্ল্যাম্প করা হয়।
ঠিক করা হচ্ছে: জালটি বোল্ট, ক্লিপ বা ওয়েজ বার ব্যবহার করে সুরক্ষিত করা হয়:
বোল্ট ফিক্সিং: M8–M12 বোল্টগুলি প্রান্ত বরাবর 100–200 মিমি ব্যবধানে স্থাপন করা হয়, 30–50 N·m টর্ক পর্যন্ত শক্ত করা হয়।
ওয়েজ বার: ধাতব ওয়েজগুলি ফ্রেমের স্লটে চালিত হয়, দ্রুত ইনস্টলেশনের জন্য জালকে সংকুচিত করে (খনির পর্দায় সাধারণ)।
টেনশন সামঞ্জস্য: কম্পনের সময় ঝুলে যাওয়া রোধ করার জন্য টার্নবাকল বা টেনশনিং বোল্ট ব্যবহার করে জালটি সমানভাবে (টেনশন ১০-২০ কেএন/মি) টান দেওয়া হয়। টেনশন মিটার ব্যবহার করে টান যাচাই করা হয়।
সিলিং এবং পরীক্ষা: জাল প্যানেল এবং ফ্রেমের মধ্যে ফাঁকগুলি পলিউরেথেন ফোম বা রাবার স্ট্রিপ দিয়ে সিল করা হয়। কম্পন-প্ররোচিত শব্দ, জালের নড়াচড়া, বা উপাদানের ফুটো পরীক্ষা করার জন্য একটি পরীক্ষামূলক রান (30 মিনিট) পরিচালিত হয়।


