



উপরের ফ্রেম: Q355B স্টিল প্লেট (বেধ 10-20 মিমি) দিয়ে তৈরি একটি ঢালাই করা কাঠামো, যা খাওয়ানো এবং ক্রাশিং চেম্বার তৈরি করে। এটি একটি খাওয়ানো হপার এবং ইমপ্যাক্ট প্লেট সমন্বয় ডিভাইস দিয়ে সজ্জিত, যার মধ্যে প্রভাব বল প্রতিরোধ করার জন্য রিইনফোর্সিং রিব (বেধ 8-15 মিমি) রয়েছে।
নিম্ন ফ্রেম: একটি ঢালাই ইস্পাত (জেডজি২৭০-500) অথবা ঢালাই করা ইস্পাত কাঠামো যা রটার এবং মোটরকে সমর্থন করে। এটি অ্যাঙ্কর বোল্ট দিয়ে ভিত্তির উপর স্থির করা হয় এবং স্থিতিশীলতা নিশ্চিত করার জন্য নীচে একটি ডিসচার্জ পোর্ট থাকে, যার পুরুত্ব 15-30 মিমি।
রটার ডিস্ক: ঢালাই ইস্পাত (জেডজি৩১০-570) বা নকল ইস্পাত দিয়ে তৈরি একটি বৃত্তাকার প্লেট, যার পুরুত্ব 20-50 মিমি। এটি প্রধান শ্যাফটের উপর মাউন্ট করা হয় এবং হাতুড়ি শ্যাফট স্থাপনের জন্য সমানভাবে বিতরণ করা গর্ত রয়েছে।
ইমপ্যাক্ট হ্যামার: উচ্চ-ক্রোমিয়াম ঢালাই লোহা (সিআর১৫–20) বা অ্যালয় স্টিল (40CrNiMo) দিয়ে তৈরি মূল কাজের অংশ। এগুলি হাতুড়ির খাদের সাথে সংযুক্ত থাকে এবং অবাধে দোল খেতে পারে, মডেলের উপর নির্ভর করে এর ওজন 2-20 কেজি। হাতুড়ির মাথাটি উপাদানের বৈশিষ্ট্য অনুসারে ধারালো বা ভোঁতা আকারে ডিজাইন করা হয়েছে।
প্রধান খাদ: ৫০-২০০ মিমি ব্যাসের একটি নকল অ্যালয় স্টিল (৪০ কোটি) শ্যাফ্ট, যা রটার ডিস্ক এবং মোটরকে সংযুক্ত করে। এটি রেডিয়াল এবং অক্ষীয় লোড সহ্য করার জন্য উভয় প্রান্তে গোলাকার রোলার বিয়ারিং দ্বারা সমর্থিত।
হাতুড়ি খাদ: ৪০ কোটি স্টিল দিয়ে তৈরি, যার ব্যাস হাতুড়ির চোখের চেয়ে সামান্য বড়, যাতে হাতুড়ির নমনীয় সুইং নিশ্চিত করা যায়।
ইমপ্যাক্ট প্লেট: উচ্চ ম্যাঙ্গানিজ ইস্পাত (ZGMn13 সম্পর্কে) বা উচ্চ-ক্রোমিয়াম ঢালাই লোহা দিয়ে তৈরি পরিধান-প্রতিরোধী প্লেট, যার পুরুত্ব 20-40 মিমি। এগুলি উপরের ফ্রেমে ইনস্টল করা হয় এবং রটারের সাথে একটি ক্রাশিং গহ্বর তৈরি করে। ক্রাশিং পর্যায়ের (প্রাথমিক বা মাধ্যমিক) উপর নির্ভর করে ইমপ্যাক্ট প্লেটের সংখ্যা 1-3।
সমন্বয় ডিভাইস: হাইড্রোলিক সিলিন্ডার বা হ্যান্ডহুইল যা ইমপ্যাক্ট প্লেট এবং রটারের মধ্যে ফাঁক (৫-৫০ মিমি) সামঞ্জস্য করে ডিসচার্জ কণার আকার নিয়ন্ত্রণ করে। প্রতিটি ইমপ্যাক্ট প্লেটে নমনীয় নিয়ন্ত্রণের জন্য একটি স্বাধীন সমন্বয় ব্যবস্থা রয়েছে।
মোটর: একটি তিন-ফেজ অ্যাসিঙ্ক্রোনাস মোটর (১৫-৩১৫ কিলোওয়াট) যা শক্তি সরবরাহ করে, একটি ভি-বেল্ট বা কাপলিং এর মাধ্যমে প্রধান শ্যাফ্টের সাথে সংযুক্ত। মোটরের গতি উপাদানের কঠোরতা অনুসারে সামঞ্জস্যযোগ্য।
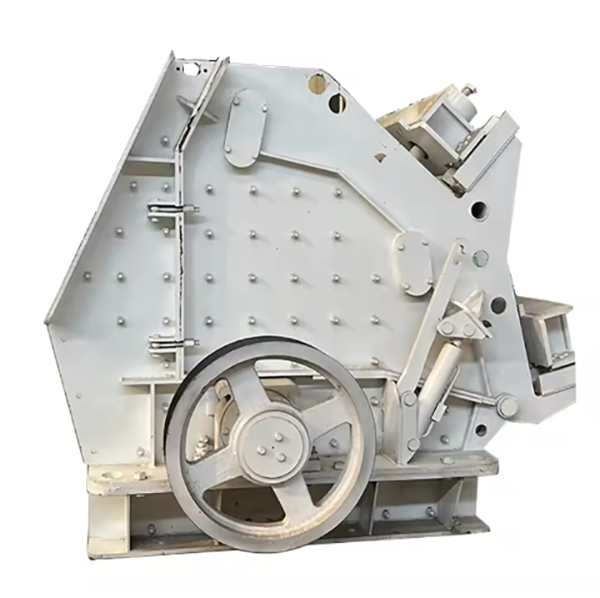
পুলি/বেল্ট: একটি ভি-বেল্ট ড্রাইভ সিস্টেম যার মূল শ্যাফটে একটি বড় পুলি এবং মোটরে একটি ছোট পুলি রয়েছে, যা ১:২–১:৫ ট্রান্সমিশন অনুপাতের সাথে টর্ক প্রেরণ করে।
নিরাপত্তা প্রহরী: অপারেশন চলাকালীন দুর্ঘটনা রোধ করার জন্য রটার, পুলি এবং ফিডিং পোর্টে সুরক্ষামূলক কভার স্থাপন করা হয়েছে।
ধুলো অপসারণ ব্যবস্থা: ধুলো নির্গমন কমাতে ক্রাশিং চেম্বারের সাথে সংযুক্ত একটি ফ্যান এবং ধুলো সংগ্রাহক, যার ধুলো সংগ্রহের দক্ষতা ≥95%।
তৈলাক্তকরণ ব্যবস্থা: বিয়ারিংগুলির জন্য গ্রীস বা পাতলা তেলের তৈলাক্তকরণ, ক্রমাগত তৈলাক্তকরণ নিশ্চিত করার জন্য স্বয়ংক্রিয় লুব্রিকেটর সহ।
প্যাটার্ন তৈরি: বালি বা ফোমের ধরণগুলি হাতুড়ির আকৃতি অনুসারে তৈরি করা হয়, সংকোচনের পরিমাণ 1.5-2.0%।
ছাঁচনির্মাণ: রজন-বন্ধিত বালির ছাঁচ ব্যবহার করা হয়, যার গহ্বরটি পৃষ্ঠের গুণমান উন্নত করার জন্য একটি অবাধ্য আবরণ দিয়ে আবৃত থাকে।
গলানো এবং ঢালা:
কাঁচামালগুলিকে একটি ইন্ডাকশন চুল্লিতে ১৪৫০–১৫০০°C তাপমাত্রায় গলানো হয়, রাসায়নিক গঠন (C 2.8–3.5%, কোটি 15–20%) অর্জনের জন্য ক্রোমিয়াম এবং অন্যান্য সংকর ধাতু যোগ করা হয়।
গলিত লোহা ১৪০০-১৪৫০°C তাপমাত্রায় ছাঁচে ঢেলে দেওয়া হয়, যাতে অন্তর্ভুক্তি এড়ানো যায় তার জন্য নিয়ন্ত্রিত ঢালা গতিতে।
তাপ চিকিত্সা: ৯৫০-১০০০°C তাপমাত্রায় দ্রবণ অ্যানিলিং (এয়ার-কুলড) এবং তারপর ২৫০-৩০০°C তাপমাত্রায় টেম্পারিং করে কঠোরতা (এইচআরসি ৫৫-৬৫) এবং শক্ততা উন্নত করা।
প্যাটার্ন এবং ছাঁচনির্মাণ: কাঠের বা ধাতব নকশা ব্যবহার করা হয়, এবং রজন-বন্ডেড বালির ছাঁচ তৈরি করা হয় হাতুড়ির খাদের ছিদ্রের জন্য কোর দিয়ে।
ঢালা এবং তাপ চিকিত্সা: ঢালাই ইস্পাত ১৫২০–১৫৬০°C তাপমাত্রায় গলিয়ে ছাঁচে ঢেলে দেওয়া হয়। ঢালাইয়ের পর, কঠোরতা এইচবি ১৮০–২২০ অর্জন এবং অভ্যন্তরীণ চাপ দূর করার জন্য ৮৮০–৯২০°C (এয়ার-কুলড) তাপমাত্রায় স্বাভাবিকীকরণ এবং ৬০০–৬৫০°C তাপমাত্রায় টেম্পারিং করা হয়।
বিলেট হিটিং: প্লাস্টিকতা নিশ্চিত করার জন্য একটি গ্যাস চুল্লিতে স্টিলের বিলেটগুলিকে 1100–1150°C তাপমাত্রায় উত্তপ্ত করা হয়।
ফোর্জিং: শ্যাফটের আকৃতি তৈরি করতে ওপেন-ডাই ফোরজিং ব্যবহার করা হয়, শস্যের কাঠামো সারিবদ্ধ করার জন্য আপসেটিং এবং অঙ্কন প্রক্রিয়া ব্যবহার করা হয়।
তাপ চিকিত্সা: ৮৪০–৮৬০°C (তেল-ঠান্ডা) তাপমাত্রায় নিভিয়ে ৫০০–৫৫০°C তাপমাত্রায় টেম্পারিং করে কঠোরতা এইচআরসি ২৮–৩২ এবং প্রসার্য শক্তি ≥৭৮৫ এমপিএ অর্জন করা।
রুক্ষ যন্ত্র: সিএনসি লেদ বা মিলিং মেশিন বাইরের বৃত্ত, প্রান্তভাগ এবং হাতুড়ির খাদের ছিদ্র প্রক্রিয়াজাত করে, যার ফলে ১-২ মিমি মেশিনিং ভাতা থাকে।
যথার্থ যন্ত্র: প্রান্তভাগকে ≤0.1 মিমি/মিটার সমতলতা এবং পৃষ্ঠের রুক্ষতা Ra3 সম্পর্কে.2 μm এ পিষে নেওয়া। মাত্রিক নির্ভুলতা (H7 সহনশীলতা) নিশ্চিত করার জন্য হাতুড়ি শ্যাফ্টের গর্তগুলি ড্রিল এবং পুনরায় তৈরি করা।
বাঁক: সিএনসি লেদ বাইরের বৃত্ত, ধাপ এবং কীওয়ে প্রক্রিয়াজাত করে, ০.৩-০.৫ মিমি গ্রাইন্ডিং অ্যালাউন্স রেখে যায়।
নাকাল: জার্নাল পৃষ্ঠতলগুলিকে আইটি৬ সহনশীলতা এবং পৃষ্ঠের রুক্ষতা Ra0 এর বিবরণ.8 μm তে পিষে, ≤0.02 মিমি সমঅক্ষতা নিশ্চিত করে।
কাটা: উচ্চ ম্যাঙ্গানিজ ইস্পাত বা উচ্চ-ক্রোমিয়াম ঢালাই লোহার প্লেটগুলি প্লাজমা কাটিং বা লেজার কাটিং ব্যবহার করে আকারে কাটা হয়।
নাকাল: কাজের পৃষ্ঠটি স্থল থেকে সমতল ≤0.2 মিমি/মিটার এবং পৃষ্ঠের রুক্ষতা Ra6 সম্পর্কে.3 μm, উপাদানের বাধা এড়াতে প্রান্তগুলি ডিবার করা হয়েছে।
ঢালাই এবং চাপ উপশম: ঢালাই করা ফ্রেমগুলিকে 600–650°C তাপমাত্রায় অ্যানিল করা হয় যাতে ঢালাইয়ের চাপ দূর হয়।
মিলিং এবং ড্রিলিং: সিএনসি মিলিং মেশিন ইমপ্যাক্ট প্লেট এবং বিয়ারিংয়ের মাউন্টিং পৃষ্ঠগুলি প্রক্রিয়াজাত করে, ≤0.15 মিমি/মিটার সমতলতা নিশ্চিত করে। থ্রেড টলারেন্স 6H সহ বোল্ট গর্ত (M16–M30) ড্রিলিং এবং ট্যাপিং।
উপাদান পরীক্ষা:
স্পেকট্রোমেট্রিক বিশ্লেষণ ঢালাই এবং নকল অংশগুলির রাসায়নিক গঠন যাচাই করে (যেমন, ইমপ্যাক্ট হ্যামারে কোটি এর পরিমাণ)।
প্রসার্য এবং প্রভাব পরীক্ষা যান্ত্রিক বৈশিষ্ট্য পরীক্ষা করে (যেমন, হাতুড়ির প্রভাব শক্তি ≥15 J/সেমি²)।
মাত্রিক পরিদর্শন:
স্থানাঙ্ক পরিমাপ যন্ত্র (সিএমএম) রটার ডিস্কের পুরুত্ব, প্রধান শ্যাফ্টের ব্যাস এবং ইমপ্যাক্ট প্লেটের সমতলতার মতো গুরুত্বপূর্ণ মাত্রাগুলি পরিদর্শন করে।
গেজ এবং ডায়াল সূচকগুলি প্রধান শ্যাফ্ট এবং বিয়ারিংয়ের মধ্যে ফিট পরীক্ষা করে, নিশ্চিত করে যে ক্লিয়ারেন্স ডিজাইনের প্রয়োজনীয়তা পূরণ করে।
অ-ধ্বংসাত্মক পরীক্ষা (এনডিটি):
চৌম্বকীয় কণা পরীক্ষা (এমপিটি) প্রধান শ্যাফ্ট, রটার ডিস্ক এবং ইমপ্যাক্ট হ্যামারের পৃষ্ঠের ফাটল সনাক্ত করে।
অতিস্বনক পরীক্ষা (কেন্দ্রশাসিত অঞ্চল) কাস্ট রটার ডিস্কের অভ্যন্তরীণ ত্রুটিগুলি পরীক্ষা করে, ত্রুটিগুলি >φ3 মিমি প্রত্যাখ্যাত হয়।
কর্মক্ষমতা পরীক্ষা:
গতিশীল ভারসাম্য: অপারেশনের সময় অতিরিক্ত কম্পন এড়াতে রটার অ্যাসেম্বলিকে G6.3 গ্রেড (কম্পন ≤6.3 মিমি/সেকেন্ড) এর সাথে ভারসাম্যপূর্ণ করা হয়েছে।
খালি লোড পরীক্ষা: বেয়ারিং তাপমাত্রা (≤70°C) এবং অস্বাভাবিক শব্দ পরীক্ষা করার জন্য 2 ঘন্টা লোড ছাড়াই সরঞ্জাম চালানো।
লোড টেস্ট: উৎপাদন ক্ষমতা, নির্গমন কণার আকার এবং হাতুড়ির ক্ষয় যাচাই করার জন্য স্ট্যান্ডার্ড উপকরণ (যেমন, চুনাপাথর) 8 ঘন্টা ধরে গুঁড়ো করা।
ভিত্তি প্রস্তুতি: কংক্রিট ফাউন্ডেশন (C30 গ্রেড) এমবেডেড অ্যাঙ্কর বোল্ট দিয়ে ঢেলে দেওয়া হয়, যার সমতলতা ≤0.1 মিমি/মিটার। ফাউন্ডেশনটি কমপক্ষে 28 দিনের জন্য কিউর করা হয়।
নিম্ন ফ্রেম ইনস্টলেশন: নীচের ফ্রেমটি ভিত্তির সাথে উত্তোলন করা হয়, শিম দিয়ে সমতল করা হয় এবং অ্যাঙ্কর বোল্টগুলিকে নির্দিষ্ট টর্কের 70% পর্যন্ত শক্ত করা হয়।
রটার এবং মেইন শ্যাফ্ট অ্যাসেম্বলি: মূল শ্যাফ্টটি নীচের ফ্রেমের বিয়ারিং সিটে ইনস্টল করা আছে, এবং রটার ডিস্কটি শ্যাফ্টের উপর মাউন্ট করা আছে। বিয়ারিংগুলি গ্রীস দিয়ে লুব্রিকেট করা আছে (এনএলজিআই 2)।
ইমপ্যাক্ট প্লেট ইনস্টলেশন: ইমপ্যাক্ট প্লেটগুলি উপরের ফ্রেমে মাউন্ট করা হয়, এবং ইমপ্যাক্ট প্লেট এবং রটারের মধ্যে ফাঁকটি হাইড্রোলিক সিলিন্ডার বা হ্যান্ডহুইল ব্যবহার করে নকশার মান (5-50 মিমি) অনুসারে সামঞ্জস্য করা হয়।
উপরের ফ্রেম এবং ফিডিং হপার মাউন্টিং: উপরের ফ্রেমটি নীচের ফ্রেমের সাথে বোল্ট করা হয়, এবং ফিডিং হপার ইনস্টল করা হয়, যা রটারের সাথে সারিবদ্ধতা নিশ্চিত করে।
ড্রাইভ সিস্টেম সংযোগ: মোটরটি মোটর বেসের উপর স্থাপন করা হয়, এবং V-বেল্টগুলি যথাযথ টান দিয়ে ইনস্টল করা হয় (১০০ N বলের নিচে ১০-১৫ মিমি ডিফ্লেশন)।
সহায়ক সিস্টেম ইনস্টলেশন: ধুলো অপসারণ পাইপ এবং লুব্রিকেশন লাইন সংযুক্ত করা হয়েছে, এবং সুরক্ষা প্রহরী স্থাপন করা হয়েছে।
কমিশনিং:
ঘূর্ণনের দিক এবং স্থিতিশীলতা পরীক্ষা করার জন্য ১ ঘন্টা খালি চালান।
প্রয়োজনীয় স্রাব কণার আকার অর্জনের জন্য ইমপ্যাক্ট প্লেট ফাঁক সামঞ্জস্য করে উপকরণ দিয়ে লোড পরীক্ষা করুন।
লিক, অস্বাভাবিক শব্দ, বা অতিরিক্ত গরমের জন্য সমস্ত সিস্টেম পরীক্ষা করুন এবং প্রয়োজন অনুসারে সমন্বয় করুন।










