



উপরের কভার: একটি ঢালাই ইস্পাত (জেডজি২৭০-500) অথবা ঢালাই করা ইস্পাত কাঠামো (Q355B) যা ক্রাশিং চেম্বারের উপরের অংশ তৈরি করে। এটি একটি ফিডিং পোর্ট এবং একটি ম্যাটেরিয়াল গাইড ডিভাইস দিয়ে সজ্জিত, যার সাথে প্রভাব বল সহ্য করার জন্য শক্তিশালী পাঁজর রয়েছে।
ক্রাশিং চেম্বার: পরিধান-প্রতিরোধী প্লেট (উচ্চ-ক্রোমিয়াম ঢালাই লোহা Cr20 সম্পর্কে) দিয়ে রেখাযুক্ত একটি নলাকার গহ্বর। দুটি ধরণের চেম্বার রয়েছে: ঘূর্ণি-আকৃতির লাইনার সহ অনুসরণ-উপর-স্টোনড (কঠিন উপকরণের জন্য), এবং অনুসরণ-উপর-ইরনড (মাঝারি-কঠিন উপকরণের জন্য) একটি 反击板 (ইমপ্যাক্ট প্লেট) সহ।
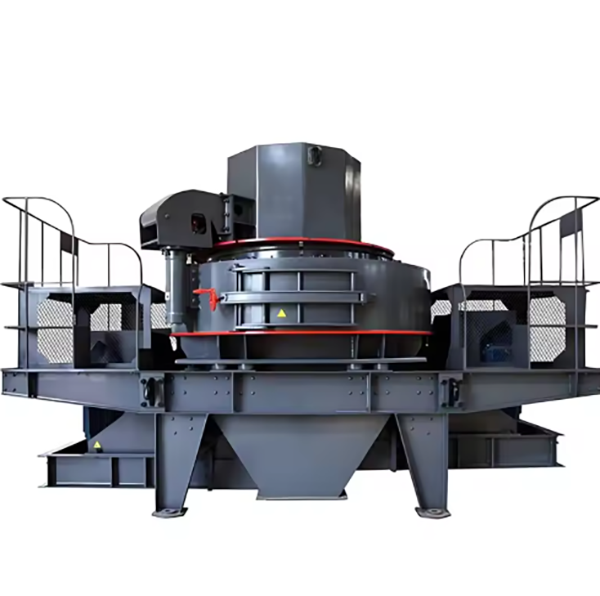
নিম্ন ফ্রেম: একটি ভারী-শুল্ক ঢালাই ইস্পাত (ZG35CrMo) বেস যা রটার এবং মোটরকে সমর্থন করে, অ্যাঙ্কর বোল্ট দিয়ে ফাউন্ডেশনের সাথে সংযুক্ত। এতে ডিসচার্জ পোর্ট এবং রক্ষণাবেক্ষণের জন্য একটি প্রবেশ দরজা রয়েছে।
রটার ডিস্ক: ৫০-১০০ মিমি পুরুত্বের একটি নকল ইস্পাত (৪২CrMo) ডিস্ক, যা মূল শ্যাফটে লাগানো। এতে সমানভাবে বিতরণ করা হয়েছে উপাদান নিক্ষেপকারী মাথা (৬-১২ টুকরা) এবং উপাদান ত্বরণের জন্য প্রবাহ চ্যানেল।
মাথা নিক্ষেপ: উচ্চ-ক্রোমিয়াম ঢালাই লোহা (Cr20 সম্পর্কে–25) বা সিমেন্টযুক্ত কার্বাইড দিয়ে তৈরি পরিধান-প্রতিরোধী উপাদান, যা রটার ডিস্কে বোল্ট করা থাকে। তাদের আকৃতি (বাঁকা বা সোজা) উপাদান নিক্ষেপের গতি এবং কোণ নির্ধারণ করে।
প্রধান খাদ: ৮০-১৮০ মিমি ব্যাসের একটি নকল অ্যালয় স্টিল (৪০CrNiMoA) শ্যাফ্ট, যা রটার ডিস্ককে মোটরের সাথে সংযুক্ত করে। এটি উচ্চ-গতির ঘূর্ণন সহ্য করার জন্য উভয় প্রান্তে উচ্চ-নির্ভুলতা কৌণিক যোগাযোগ বল বিয়ারিং দ্বারা সমর্থিত।
ফিডিং ফড়িং: একটি ঢালাই করা ইস্পাত কাঠামো যার মধ্যে একটি পরিধান-প্রতিরোধী লাইনার রয়েছে, যা ক্রাশারে উপকরণগুলিকে নির্দেশ করে। এটি একটি কম্পনকারী ফিডার বা খাওয়ানোর হার নিয়ন্ত্রণ করার জন্য একটি মিটারিং ডিভাইস দিয়ে সজ্জিত।
উপাদান পরিবেশক: উপরের কভারের ভেতরে একটি শঙ্কু আকৃতির উপাদান, যা উপকরণগুলিকে দুটি ভাগে ভাগ করে: একটি অংশ ত্বরণের জন্য রটারে প্রবেশ করে, এবং অন্যটি অনুসরণ-উপর-স্টোনড ক্রাশিংয়ের জন্য ক্রাশিং চেম্বারে পড়ে।
মোটর: একটি উচ্চ-গতির অ্যাসিঙ্ক্রোনাস মোটর (৭৫-৩১৫ কিলোওয়াট) যার গতি সমন্বয়ের জন্য একটি ফ্রিকোয়েন্সি কনভার্টার রয়েছে। এটি একটি কাপলিং বা ভি-বেল্ট ড্রাইভের মাধ্যমে প্রধান শ্যাফ্টের সাথে সংযুক্ত।
পুলি/কাপলিং: ভি-বেল্ট ড্রাইভের জন্য, প্রধান শ্যাফ্টে একটি বড় পুলি এবং মোটরে একটি ছোট পুলি 1:1.2–1:1.5 ট্রান্সমিশন অনুপাত নিশ্চিত করে। শক্তির ক্ষতি কমাতে সরাসরি ড্রাইভের জন্য কাপলিং (যেমন, ইলাস্টিক পিন কাপলিং) ব্যবহার করা হয়।
তৈলাক্তকরণ ব্যবস্থা: একটি স্বয়ংক্রিয় গ্রীস লুব্রিকেশন পাম্প বা পাতলা তেল লুব্রিকেশন সিস্টেম যা বিয়ারিংগুলিতে লুব্রিকেন্ট সরবরাহ করে। পাতলা তেল সিস্টেমটি আইএসও ভিজি 32 তেল ব্যবহার করে, যার প্রবাহ হার 2-5 লি/মিনিট।
কুলিং ডিভাইস: লুব্রিকেশন সিস্টেমের জন্য একটি জল-ঠান্ডা বা বায়ু-ঠান্ডা রেডিয়েটর, যা উচ্চ-গতির অপারেশনের সময় তেলের তাপমাত্রা 60°C এর নিচে বজায় রাখে।
বিলেট হিটিং: প্লাস্টিকতা নিশ্চিত করার জন্য একটি গ্যাস চুল্লিতে ইস্পাত বিলেটগুলিকে 1150–1200°C তাপমাত্রায় উত্তপ্ত করা হয়।
ফোর্জিং: ওপেন-ডাই ফোরজিং ব্যবহার করা হয়, ডিস্কের আকৃতি তৈরির জন্য আপসেটিং এবং ড্রয়িং প্রক্রিয়া ব্যবহার করা হয়। প্রভাব প্রতিরোধ ক্ষমতা বাড়ানোর জন্য শস্য প্রবাহ রেডিয়াল দিক বরাবর সারিবদ্ধ করা হয়।
তাপ চিকিত্সা: ৮৪০–৮৬০°C (তেল-ঠান্ডা) তাপমাত্রায় নিভিয়ে ৫৬০–৬০০°C তাপমাত্রায় টেম্পারিং করে কঠোরতা এইচআরসি ২৮–৩২ এবং প্রসার্য শক্তি ≥৯০০ এমপিএ অর্জন করা।
প্যাটার্ন তৈরি: ফোমের ধরণগুলি 1.5-2.0% সংকোচনের ভাতা দিয়ে তৈরি করা হয়, থ্রোয়িং হেডগুলির জটিল আকৃতি বিবেচনা করে।
ছাঁচনির্মাণ: রজন-বন্ধনযুক্ত বালির ছাঁচ ব্যবহার করা হয়, যার গহ্বরটি জিরকোনিয়াম-ভিত্তিক অবাধ্য আবরণ দিয়ে আবৃত থাকে যাতে পৃষ্ঠের গুণমান উন্নত হয়।
গলানো এবং ঢালা:
কাঁচামালগুলিকে একটি ইন্ডাকশন চুল্লিতে ১৪৫০–১৫০০°C তাপমাত্রায় গলানো হয়, রাসায়নিক গঠন (C 3.0–3.5%, কোটি 20–25%) অর্জনের জন্য ক্রোমিয়াম এবং মলিবডেনাম যোগ করা হয়।
গলিত লোহা ১৪০০-১৪৫০°C তাপমাত্রায় ছাঁচে ঢেলে দেওয়া হয়, যাতে অন্তর্ভুক্তি এড়ানো যায় তার জন্য নিয়ন্ত্রিত ঢালা গতিতে।
তাপ চিকিত্সা: দ্রবণ অ্যানিলিং ৯৮০–১০২০°C (এয়ার-কুলড) এবং টেম্পারিং ২৮০–৩২০°C তাপমাত্রায় যাতে কঠোরতা এইচআরসি ৬০–৬৫ এবং ভালো শক্ততা অর্জন করা যায়।
ফোর্জিং: বিলেটকে ১১০০–১১৫০°C তাপমাত্রায় গরম করা, তারপরে ধাপ এবং কীওয়ে দিয়ে শ্যাফ্ট তৈরির জন্য নির্ভুল ফোরজিং করা।
তাপ চিকিত্সা: ৮২০–৮৪০°C (জল-ঠান্ডা) তাপমাত্রায় নিভিয়ে ৫০০–৫৫০°C তাপমাত্রায় টেম্পারিং করলে এইচআরসি ২৮–৩২ এর কঠোরতা অর্জন করা সম্ভব, শক্তি ≥৮৩৫ এমপিএ।
রুক্ষ যন্ত্র: সিএনসি মিলিং মেশিন বাইরের বৃত্ত, প্রান্তভাগ এবং থ্রোয়িং হেডের জন্য মাউন্টিং গর্ত প্রক্রিয়া করে, ১-২ মিমি ভাতা রেখে।
যথার্থ যন্ত্র: প্রান্তভাগকে ≤0.05 মিমি/মিটার সমতলতা এবং পৃষ্ঠের রুক্ষতা রা১.6 μm এ পিষে ফেলা। থ্রেড টলারেন্স 6H সহ বোল্ট গর্ত (M16–M24) ড্রিল এবং ট্যাপ করা।
বাঁক: সিএনসি লেদ বাইরের বৃত্ত, ধাপ এবং কীওয়ে প্রক্রিয়াজাত করে, ০.৩-০.৫ মিমি গ্রাইন্ডিং অ্যালাউন্স রেখে যায়।
নাকাল: জার্নাল পৃষ্ঠতল আইটি৫ সহনশীলতা এবং পৃষ্ঠের রুক্ষতা Ra0 এর বিবরণ.4 μm পর্যন্ত স্থল, যা ≤0.01 মিমি সমঅক্ষতা নিশ্চিত করে।
মিলিং: সিএনসি মেশিনিং সেন্টার লাইনারের ভেতরের পৃষ্ঠকে ঘূর্ণি বা ইমপ্যাক্ট প্লেট ডিজাইনের সাথে মেলে আকৃতি দেয়, যার পৃষ্ঠের রুক্ষতা Ra3 সম্পর্কে.2 μm।
তুরপুন: উপরের কভার বা নীচের ফ্রেমে সঠিক অবস্থান নিশ্চিত করার জন্য মাউন্টিং গর্তগুলি ড্রিল করা হয়।
ঢালাই এবং চাপ উপশম: ঢালাই করা উপাদানগুলি (উপরের কভার, নীচের ফ্রেম) 600-650°C তাপমাত্রায় অ্যানিল করা হয় যাতে ঢালাইয়ের চাপ দূর হয়।
মিলিং: সিএনসি মিলিং মেশিন উপরের কভার এবং নীচের ফ্রেমের মিলন পৃষ্ঠগুলি প্রক্রিয়াজাত করে, টাইট সিলিংয়ের জন্য ≤0.1 মিমি/মিটার সমতলতা নিশ্চিত করে।
উপাদান পরীক্ষা:
স্পেকট্রোমেট্রিক বিশ্লেষণ রাসায়নিক গঠন যাচাই করে (যেমন, থ্রোয়িং হেডে কোটি এর পরিমাণ)।
প্রসার্য এবং প্রভাব পরীক্ষা যান্ত্রিক বৈশিষ্ট্য পরীক্ষা করে (যেমন, রটার ডিস্ক প্রভাব শক্তি ≥60 J/সেমি²)।
মাত্রিক পরিদর্শন:
স্থানাঙ্ক পরিমাপ যন্ত্র (সিএমএম) মূল মাত্রাগুলি পরিদর্শন করে: রটার ডিস্ক রানআউট ≤0.05 মিমি, প্রধান শ্যাফ্ট জার্নাল ব্যাস সহনশীলতা ±0.01 মিমি।
লেজার স্ক্যানিং ক্রাশিং চেম্বারের ভেতরের প্রোফাইল পরীক্ষা করে সর্বোত্তম উপাদান প্রবাহ নিশ্চিত করে।
অ-ধ্বংসাত্মক পরীক্ষা (এনডিটি):
অতিস্বনক পরীক্ষা (কেন্দ্রশাসিত অঞ্চল) রটার ডিস্ক এবং প্রধান শ্যাফ্টের অভ্যন্তরীণ ত্রুটি সনাক্ত করে (ত্রুটি >φ2 মিমি প্রত্যাখ্যাত)।
চৌম্বকীয় কণা পরীক্ষা (এমপিটি) থ্রোয়িং হেড এবং রটার ডিস্কের পৃষ্ঠের ফাটলগুলি পরীক্ষা করে।
কর্মক্ষমতা পরীক্ষা:
গতিশীল ভারসাম্য: অতিরিক্ত কম্পন এড়াতে রটার অ্যাসেম্বলিকে G2.5 গ্রেড (কম্পন ≤2.5 মিমি/সেকেন্ড) এর সাথে ভারসাম্যপূর্ণ করা হয়েছে।
পরীক্ষামূলক রান: বেয়ারিং তাপমাত্রা (≤70°C) এবং শব্দ (≤85 ডিবি) পরীক্ষা করার জন্য 2 ঘন্টা খালি চালান। বালি উৎপাদনের হার, শস্যের আকৃতি এবং থ্রোয়িং হেডের ক্ষয় যাচাই করার জন্য 8 ঘন্টা নদীর নুড়ি দিয়ে লোড পরীক্ষা করুন।
ভিত্তি প্রস্তুতি: কংক্রিট ফাউন্ডেশন (C30 গ্রেড) এমবেডেড অ্যাঙ্কর বোল্ট সহ, লেভেলনেস ≤0.1 মিমি/মিটার, ২৮ দিনের জন্য কিউর করা হয়। শব্দ এবং কম্পন সংক্রমণ কমাতে ফাউন্ডেশনের উপর একটি কম্পন আইসোলেশন প্যাড (৫-১০ মিমি পুরু) স্থাপন করা হয়।
নিম্ন ফ্রেম ইনস্টলেশন: নীচের ফ্রেমটি ভিত্তির সাথে উত্তোলন করা হয়, শিম দিয়ে সমতল করা হয় এবং অ্যাঙ্কর বোল্টগুলিকে নির্দিষ্ট টর্কের 70% পর্যন্ত শক্ত করা হয়।
প্রধান খাদ এবং রটার সমাবেশ: মূল শ্যাফ্টটি নীচের ফ্রেমের বিয়ারিং সিটে ইনস্টল করা আছে, এবং রটার ডিস্কটি শ্যাফ্টের উপর মাউন্ট করা আছে। ইনস্টলেশনের আগে বিয়ারিংগুলিকে গ্রীস (এনএলজিআই 2) দিয়ে লুব্রিকেট করা হয়।
থ্রোয়িং হেডস ইনস্টলেশন: থ্রোয়িং হেডগুলি টর্ক 扳手 (টর্ক 300–500 N・m) দিয়ে রটার ডিস্কে বোল্ট করা হয়, যা অভিন্ন বন্টন নিশ্চিত করে।
উপরের কভার এবং ক্রাশিং চেম্বার ইনস্টলেশন: উপরের কভারটি নীচের ফ্রেমের সাথে বোল্ট করা হয়, এবং ক্রাশিং চেম্বার লাইনারটি গ্যাসকেট সহ ইনস্টল করা হয় যাতে উপাদানের ফুটো রোধ করা যায়।
ফিডিং এবং ড্রাইভ সিস্টেম ইনস্টলেশন: ফিডিং হপারটি উপরের কভারে মাউন্ট করা হয়েছে, এবং মোটরটি প্রধান শ্যাফ্টের সাথে সারিবদ্ধ (সমঅক্ষতা ≤0.1 মিমি)। V-বেল্টগুলি যথাযথ টান দিয়ে ইনস্টল করা হয়েছে (১০০ N বলের অধীনে ১৫-২০ মিমি ডিফ্লেশন)।
তৈলাক্তকরণ এবং কুলিং সিস্টেম সংযোগ: পাইপগুলি সংযুক্ত করা হয়, এবং তৈলাক্তকরণ ব্যবস্থাটি প্রবাহ এবং চাপের জন্য পরীক্ষা করা হয় (0.2–0.4 এমপিএ)।
কমিশনিং:
ঘূর্ণনের দিক এবং স্থিতিশীলতা পরীক্ষা করার জন্য ১ ঘন্টা খালি চালান।
উপকরণ দিয়ে লোড পরীক্ষা, কাঙ্ক্ষিত বালির গ্রেডেশন অর্জনের জন্য উপাদান পরিবেশককে সামঞ্জস্য করা।
লিক, অস্বাভাবিক শব্দ, বা অতিরিক্ত গরমের জন্য সমস্ত সিস্টেম পরীক্ষা করুন এবং প্রয়োজন অনুসারে সমন্বয় করুন।










