



সামগ্রিক কাঠামোগত সহায়তা: সমস্ত উপাদানের ওজন (অদ্ভুত বুশিং, চলমান শঙ্কু, বাটি, মোটর, ইত্যাদি) এবং অপারেশনের সময় উৎপন্ন ক্রাশিং বল (হাজার হাজার টন পর্যন্ত) বহন করে, স্থিতিশীল অপারেশন নিশ্চিত করে।
বলপ্রয়োগ ট্রান্সমিশন: ক্রাশিং প্রক্রিয়া থেকে ভিত্তি পর্যন্ত উল্লম্ব এবং অনুভূমিক লোড বিতরণ করা, কম্পন এবং শব্দ হ্রাস করা।
কম্পোনেন্ট পজিশনিং: অদ্ভুত বুশিং, প্রধান শ্যাফ্ট বিয়ারিং, বাটি এবং অন্যান্য মূল অংশগুলির জন্য সুনির্দিষ্ট মাউন্টিং পৃষ্ঠ এবং অবস্থান নির্ধারণের বৈশিষ্ট্য প্রদান করা, যাতে তাদের সঠিক আপেক্ষিক অবস্থান নিশ্চিত করা যায়।
প্রতিরক্ষামূলক ঘের: অভ্যন্তরীণ উপাদান যেমন এক্সেন্ট্রিক অ্যাসেম্বলি এবং গিয়ারগুলিকে আবাসন করা, ধুলো, জল এবং ধ্বংসাবশেষ প্রবেশ করতে বাধা দেয় এবং অপারেটরদের যন্ত্রাংশের নড়াচড়া থেকে রক্ষা করে।
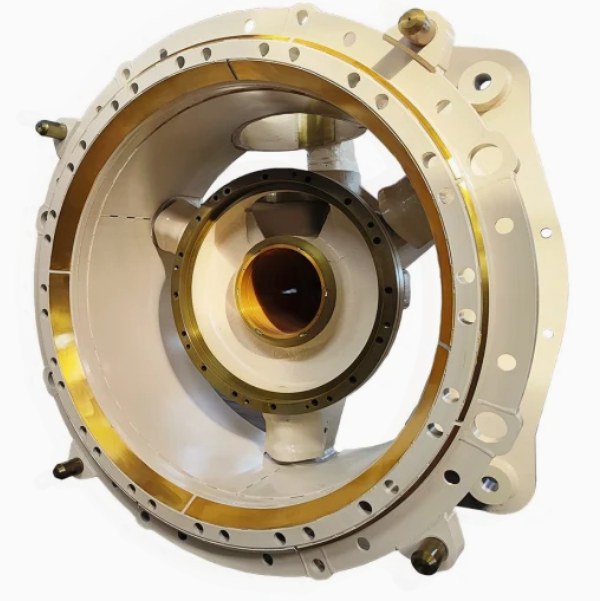
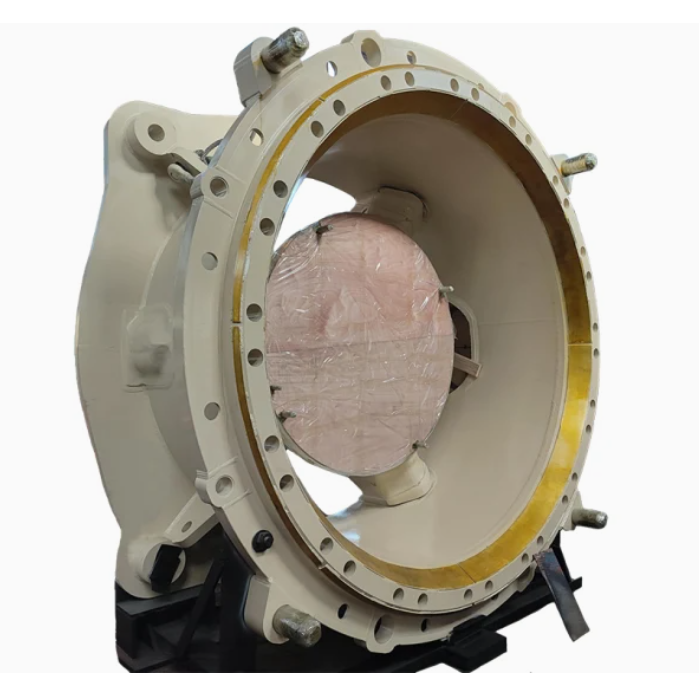
ফ্রেম বডি: প্রধান কাঠামো, সাধারণত একটি ফাঁপা বাক্স বা নলাকার আকৃতির যার প্রাচীর পুরু (৮০-২০০ মিমি) থাকে, যা উচ্চ-শক্তির ঢালাই ইস্পাত (যেমন, ZG35CrMo) বা ঢালাই করা কম-মিশ্র ইস্পাত প্লেট (যেমন, Q355B) দিয়ে তৈরি।
বিয়ারিং হাউজিং: মূল শ্যাফ্ট বিয়ারিংকে সামঞ্জস্য করার জন্য ফ্রেমের নীচে বা উপরে একটি নলাকার অবকাশ, সঠিক বিয়ারিং ফিট নিশ্চিত করার জন্য একটি নির্ভুল-মেশিনযুক্ত অভ্যন্তরীণ পৃষ্ঠ (সহনশীলতা আইটি৬) সহ।
অদ্ভুত বুশিং চেম্বার: ফ্রেমের মাঝখানে একটি বৃত্তাকার গহ্বর যেখানে অদ্ভুত বুশিং স্থাপন করা হয়েছে, একটি মেশিনযুক্ত অভ্যন্তরীণ পৃষ্ঠ এবং তৈলাক্তকরণের জন্য তেলের খাঁজ সহ।
মাউন্টিং ফ্ল্যাঞ্জ:
বেস ফ্ল্যাঞ্জ: ফ্রেমটিকে ভিত্তির সাথে সুরক্ষিত করার জন্য নীচে একটি বড় ফ্ল্যাঞ্জ যার বোল্টের ছিদ্র রয়েছে, যা স্থিতিশীলতা নিশ্চিত করে।
উপরের ফ্ল্যাঞ্জ: বাটি বা অ্যাডজাস্টমেন্ট রিংয়ের সাথে সংযোগ স্থাপনের জন্য উপরে একটি ফ্ল্যাঞ্জ, প্রায়শই গাইড পিন বা সারিবদ্ধকরণের জন্য স্লট সহ।
পাঁজর শক্তিশালীকরণ: অভ্যন্তরীণ এবং বাহ্যিক পাঁজর (30-80 মিমি পুরু) রেডিয়ালি বা অক্ষীয়ভাবে সাজানো যাতে ফ্রেমের দৃঢ়তা বৃদ্ধি পায় এবং লোডের অধীনে বিকৃতি হ্রাস পায়।
তৈলাক্তকরণ এবং শীতলকরণ চ্যানেল: বিয়ারিং এবং অদ্ভুত উপাদানগুলিতে লুব্রিকেটিং তেল সরবরাহ করার জন্য এবং কিছু বড় ফ্রেমে শীতল জল সঞ্চালনের জন্য ড্রিল করা গর্ত বা ঢালাই পথ।
পরিদর্শন এবং প্রবেশ দরজা: অভ্যন্তরীণ উপাদানগুলির রক্ষণাবেক্ষণ এবং পরিদর্শনের জন্য অপসারণযোগ্য প্যানেল বা দরজা।
উপাদান নির্বাচন:
উচ্চ-শক্তির ঢালাই ইস্পাত (ZG35CrMo) তার চমৎকার যান্ত্রিক বৈশিষ্ট্যের জন্য বেছে নেওয়া হয়, যার মধ্যে রয়েছে প্রসার্য শক্তি (≥700 এমপিএ), প্রভাব শক্ততা (≥35 J/সেমি²), এবং ভাল ঢালাইযোগ্যতা।
প্যাটার্ন তৈরি:
কাঠ, ফেনা বা রজন দিয়ে একটি পূর্ণাঙ্গ প্যাটার্ন তৈরি করা হয়, যা ফ্রেমের বাহ্যিক আকৃতি, অভ্যন্তরীণ গহ্বর, পাঁজর, ফ্ল্যাঞ্জ এবং অন্যান্য বৈশিষ্ট্যের প্রতিলিপি তৈরি করে। উপাদান এবং অংশের আকারের উপর ভিত্তি করে সংকোচন ভাতা (1.5-2.5%) যোগ করা হয়।
ছাঁচনির্মাণের সময় বিকৃতি রোধ করার জন্য প্যাটার্নটিকে শক্তিশালী করা হয় এবং কোরগুলি অভ্যন্তরীণ গহ্বর এবং চ্যানেল তৈরির জন্য ডিজাইন করা হয়।
ছাঁচনির্মাণ:
রজন-বন্ডেড বালি ব্যবহার করে একটি বালির ছাঁচ তৈরি করা হয়, যার মধ্যে প্যাটার্নটি ছাঁচে স্থাপন করা হয়। অভ্যন্তরীণ কাঠামো তৈরির জন্য কোরগুলি ঢোকানো হয়, যা দেয়ালের সঠিক বেধ এবং বৈশিষ্ট্যগুলির মধ্যে মাত্রিক সম্পর্ক নিশ্চিত করে।
পৃষ্ঠের ফিনিশ উন্নত করতে এবং বালিতে ধাতুর অনুপ্রবেশ রোধ করতে ছাঁচটি একটি অবাধ্য ধোয়ার সাথে লেপা হয়।
গলানো এবং ঢালা:
ঢালাই করা ইস্পাতটি একটি বৈদ্যুতিক আর্ক ফার্নেসে ১৫২০–১৫৬০°C তাপমাত্রায় গলানো হয়, রাসায়নিক গঠনের কঠোর নিয়ন্ত্রণের সাথে (C: ০.৩২–০.৪০%, কোটি: ০.৮–১.১%, মো: ০.১৫–০.২৫%)।
ঢালা ১৪৮০-১৫২০°C তাপমাত্রায় নিয়ন্ত্রিত প্রবাহ হারে করা হয় যাতে ছাঁচের গহ্বর সম্পূর্ণরূপে ভরাট না হয়, যা ত্রুটি সৃষ্টি করতে পারে।
শীতলকরণ এবং তাপ চিকিত্সা:
তাপীয় চাপ কমাতে ঢালাইটি ছাঁচে ৭২-১২০ ঘন্টার জন্য ধীরে ধীরে ঠান্ডা করা হয়, তারপর শট ব্লাস্টিং দ্বারা অপসারণ এবং পরিষ্কার করা হয়।
তাপ চিকিৎসার মধ্যে রয়েছে শস্যের গঠন পরিমার্জনের জন্য স্বাভাবিকীকরণ (850-900°C, এয়ার-কুলড) এবং কঠোরতা 180-230 এইচবিডব্লিউ-এ কমাতে টেম্পারিং (600-650°C), যা মেশিনেবিলিটি উন্নত করে।
রুক্ষ যন্ত্র:
ঢালাই ফ্রেমটি একটি বৃহৎ সিএনসি বোরিং মিল বা গ্যান্ট্রি মিলে মাউন্ট করা হয় যাতে বেস ফ্ল্যাঞ্জ, উপরের ফ্ল্যাঞ্জ এবং বহিরাগত রেফারেন্স পৃষ্ঠগুলিকে মেশিন করা যায়, যার ফলে ৫-১০ মিমি ফিনিশিং অ্যালাউন্স থাকে।
বিয়ারিং হাউজিং এবং চেম্বার মেশিনিং:
বিয়ারিং হাউজিং এবং এক্সেন্ট্রিক বুশিং চেম্বারটি রুক্ষ-বোর করা হয়, তারপর ফিনিশ-বোর করা হয় এবং উচ্চ মাত্রিক নির্ভুলতা (সহনশীলতা আইটি৬) এবং পৃষ্ঠের রুক্ষতা (Ra0 এর বিবরণ.8–1.6 μm) অর্জনের জন্য সজ্জিত করা হয়।
সিএনসি মিলিং মেশিন ব্যবহার করে বিয়ারিং হাউজিং এবং চেম্বারে তেলের খাঁজগুলি মেশিন করা হয়।
ফ্ল্যাঞ্জ এবং মাউন্টিং সারফেস মেশিনিং:
ফ্রেমের অক্ষের সমতলতা (≤0.05 মিমি/মিটার) এবং লম্বতা (≤0.1 মিমি/100 মিমি) নিশ্চিত করার জন্য ভিত্তি এবং উপরের ফ্ল্যাঞ্জগুলি ফিনিশ-মেশিন করা হয়েছে।
একটি সিএনসি ড্রিলিং মেশিন ব্যবহার করে বোল্টের গর্তগুলি ড্রিল করা হয় এবং সুনির্দিষ্ট অবস্থানে (সহনশীলতা ±0.1 মিমি) ট্যাপ করা হয়।
রিব এবং বহিরাগত পৃষ্ঠের যন্ত্রকে শক্তিশালী করা:
ঢালাই ত্রুটি দূর করতে এবং অভিন্ন মাত্রা নিশ্চিত করতে বহিরাগত পাঁজরগুলিকে মেশিন করা হয়।
বাইরের পৃষ্ঠটি ফিনিশ-মেশিন করা হয়েছে যাতে চেহারা উন্নত হয় এবং রঙ করা সহজ হয়।
পৃষ্ঠ চিকিত্সা:
ক্ষয় প্রতিরোধের জন্য ফ্রেমটি অ্যান্টি-রাস্ট প্রাইমার এবং টপকোট দিয়ে রঙ করা হয়েছে।
মেশিনযুক্ত মাউন্টিং পৃষ্ঠ এবং বিয়ারিং ফিটগুলি মরিচা-বিরোধী তেল বা গ্রীস দিয়ে সুরক্ষিত থাকে।
উপাদান পরীক্ষা:
নির্দিষ্ট উপাদানের মান মেনে চলা নিশ্চিত করার জন্য রাসায়নিক গঠন বিশ্লেষণ করা হয়।
যান্ত্রিক বৈশিষ্ট্য যাচাই করার জন্য পরীক্ষার নমুনাগুলিতে প্রসার্য পরীক্ষা এবং প্রভাব পরীক্ষা করা হয়।
মাত্রিক পরিদর্শন:
বিয়ারিং হাউজিং ব্যাস, ফ্ল্যাঞ্জের সমতলতা এবং গর্তের অবস্থান সহ গুরুত্বপূর্ণ মাত্রা পরীক্ষা করার জন্য একটি স্থানাঙ্ক পরিমাপ যন্ত্র (সিএমএম) ব্যবহার করা হয়।
3D মডেলের বিপরীতে সামগ্রিক আকৃতি এবং মাত্রা যাচাই করার জন্য লেজার স্ক্যানিং ব্যবহার করা হয়।
অ-ধ্বংসাত্মক পরীক্ষা (এনডিটি):
ফ্রেমের বডি এবং পাঁজরে ফাটল এবং সংকোচনের মতো অভ্যন্তরীণ ত্রুটিগুলি সনাক্ত করতে আল্ট্রাসনিক টেস্টিং (কেন্দ্রশাসিত অঞ্চল) ব্যবহার করা হয়।
চৌম্বকীয় কণা পরীক্ষা (এমপিটি) পৃষ্ঠ এবং পৃষ্ঠের কাছাকাছি এলাকায় সঞ্চালিত হয়, বিশেষ করে বোল্ট গর্ত এবং চাপ ঘনত্ব বিন্দুর চারপাশে।
যান্ত্রিক পরীক্ষা:
ফ্রেমটি প্রয়োজনীয় কঠোরতা পরিসীমা (180-230 এইচবিডব্লিউ) পূরণ করে তা নিশ্চিত করার জন্য কঠোরতা পরীক্ষা করা হয়।
অতিরিক্ত বিকৃতি ছাড়াই নকশার লোড সহ্য করার জন্য ফ্রেমের ক্ষমতা যাচাই করার জন্য লোড পরীক্ষা করা যেতে পারে।
সমাবেশ এবং কার্যকরী পরীক্ষা:
সঠিক ফিট এবং সারিবদ্ধতা নিশ্চিত করার জন্য ফ্রেমটি এক্সেন্ট্রিক বুশিং এবং প্রধান শ্যাফ্টের মতো গুরুত্বপূর্ণ উপাদানগুলির সাথে ট্রায়াল-অ্যাসেম্বল করা হয়েছে।
সিমুলেটেড অপারেশনের সময় অতিরিক্ত কম্পন পরীক্ষা করার জন্য কম্পন পরীক্ষা করা হয়।











