এই নিবন্ধটি বল মিল গিয়ারবক্সগুলির কার্যকারিতা এবং কাঠামোর বিশদ বর্ণনা করে, যার জন্য উচ্চ লোড-ভারবহন ক্ষমতা, ট্রান্সমিশন দক্ষতা এবং নির্ভরযোগ্যতা প্রয়োজন। এটি বল মিলগুলির ভারী-লোড এবং ক্রমাগত অপারেশন প্রয়োজনীয়তা পূরণের জন্য হাউজিং, গিয়ার এবং শ্যাফ্টের উত্পাদন প্রক্রিয়া, সমাবেশ পদ্ধতি এবং কাঁচামাল থেকে সমাপ্ত পণ্য পর্যন্ত পূর্ণ-প্রক্রিয়া পরিদর্শনকেও কভার করে।
বল মিল গিয়ারবক্স এবং তাদের উৎপাদন ও পরিদর্শন প্রক্রিয়ার বিস্তারিত ভূমিকা
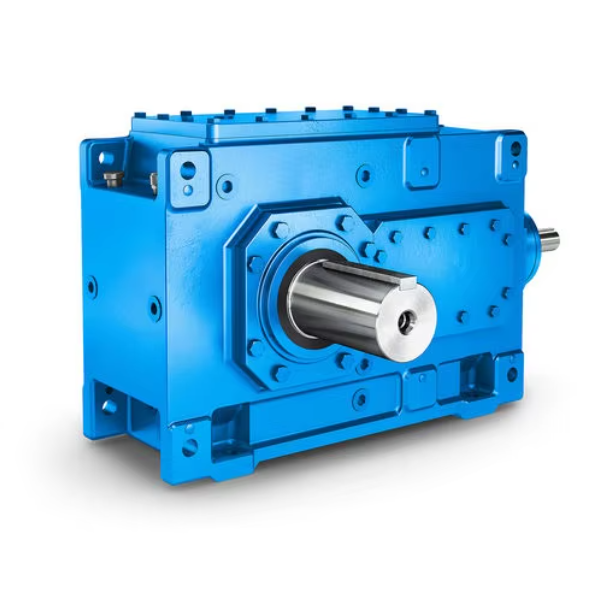
I. বল মিল গিয়ারবক্সের বিস্তারিত ভূমিকা
বল মিল গিয়ারবক্স হল বল মিলের ট্রান্সমিশন সিস্টেমের একটি মূল উপাদান, যার প্রাথমিক কাজ হল মোটরের উচ্চ গতিকে বল মিল সিলিন্ডারের জন্য প্রয়োজনীয় কম গতিতে রূপান্তর করুন (সাধারণত 15-30 আরপিএম) এবং টর্ক বৃদ্ধি করুন, উপাদান গ্রাইন্ডিংয়ের জন্য সিলিন্ডারের স্থিতিশীল ঘূর্ণন নিশ্চিত করা। বল মিলগুলি ভারী-লোড, ধুলোবালিযুক্ত এবং ক্রমাগত-চালিত পরিবেশে (প্রায়শই 24/7) কাজ করে বলে, তাদের গিয়ারবক্সগুলিকে নিম্নলিখিত প্রয়োজনীয়তাগুলি পূরণ করতে হবে:
উচ্চ ভার বহন ক্ষমতা: সিলিন্ডার, গ্রাইন্ডিং মিডিয়া এবং উপকরণের মোট ওজন (দশ থেকে শত শত টন পর্যন্ত) সহ্য করতে সক্ষম এবং প্রভাবের ভার (যেমন, অসম খাওয়ানোর কারণে ক্ষণস্থায়ী ওভারলোড) প্রতিরোধ করতে সক্ষম।
উচ্চ ট্রান্সমিশন দক্ষতা: শক্তির ক্ষতি কমাতে সাধারণত ≥90% দক্ষতা প্রয়োজন।
উচ্চ নির্ভরযোগ্যতা: দীর্ঘমেয়াদী একটানা অপারেশনের জন্য ডিজাইন করা হয়েছে, দুর্বল অংশগুলির (যেমন, গিয়ার, বিয়ারিং) পরিষেবা জীবন বল মিলের সাথে মিলে যায় (সাধারণত বড় ওভারহল ছাড়াই ≥10,000 ঘন্টা)।
সাধারণ কাঠামোগত উপাদান:
আবাসন (ঢালাই বা ঢালাই করা, অভ্যন্তরীণ অংশগুলিকে সমর্থনকারী);
শ্যাফটিং (ইনপুট শ্যাফ্ট, ইন্টারমিডিয়েট শ্যাফ্ট, আউটপুট শ্যাফ্ট, সাধারণত 40Cr বা 42CrMo দিয়ে তৈরি);
বিয়ারিং (বেশিরভাগই গোলাকার রোলার বিয়ারিং বা টেপার্ড রোলার বিয়ারিং, রেডিয়াল এবং অক্ষীয় লোড বহন করে);
সিল (ফ্রেমওয়ার্ক তেল সিল, ও-রিং, ইত্যাদি, লুব্রিকেন্ট ফুটো এবং ধুলো প্রবেশ রোধ করে);
লুব্রিকেশন সিস্টেম (তেল সাম্প লুব্রিকেশন বা জোরপূর্বক লুব্রিকেশন; বড় গিয়ারবক্সে তেল পাম্প এবং কুলার অন্তর্ভুক্ত থাকতে পারে)।
II. বল মিল গিয়ারবক্সের উৎপাদন প্রক্রিয়া
কাঠামোগত জটিলতা, উপাদানের প্রয়োজনীয়তা এবং কর্মক্ষমতা সূচক অনুসারে তৈরি উৎপাদন প্রক্রিয়াটিতে চারটি মূল পর্যায় অন্তর্ভুক্ত রয়েছে: আবাসন উৎপাদন, গিয়ার প্রক্রিয়াকরণ, শ্যাফটিং প্রক্রিয়াকরণ এবং সমাবেশ.
(ক) গৃহনির্মাণ প্রক্রিয়া
গিয়ারবক্সের হাউজিং, "h ফ্রেমওয়ার্কd"h, এর জন্য উচ্চ দৃঢ়তা এবং মাত্রিক নির্ভুলতা প্রয়োজন। সাধারণ উপকরণগুলি হল ধূসর ঢালাই লোহা (HT300 সম্পর্কে) (ছোট থেকে মাঝারি গিয়ারবক্সের জন্য) অথবা ঢালাই করা স্ট্রাকচারাল স্টিল (Q355B) (বড় গিয়ারবক্সের জন্য, ওজন ≥5 টন)।
গিয়ার, মূল ট্রান্সমিশন উপাদান, উচ্চ-নির্ভুল দাঁত প্রোফাইল এবং পরিধান প্রতিরোধের প্রয়োজন:
খালি প্রস্তুতি:
ফোরজিং: ডাই ফোরজিং (ফোরজিং অ্যালাউন্স ৫-৮ মিমি), তারপর নরমালাইজিং (৮৬০-৮৮০℃ ২ ঘন্টার জন্য, এয়ার কুলিং) করে ফোরজিং স্ট্রেস দূর করা হয়, যার কঠোরতা ১৮০-২২০HBW নিয়ন্ত্রিত হয়।
পরিদর্শন: অভ্যন্তরীণ ত্রুটির জন্য কেন্দ্রশাসিত অঞ্চল (কোনও ফাটল, সঙ্কুচিত গহ্বর নেই), পৃষ্ঠের ত্রুটির জন্য এমটি।
সোজা করা: সহনশীলতার চেয়ে বেশি বিকৃতির জন্য চাপ সোজা করা (রেডিয়াল রানআউট >0 সম্পর্কে.1 মিমি), আঘাত এড়ানো।
মেশিনিং শেষ করুন:
অভ্যন্তরীণ/বাহ্যিক গ্রাইন্ডিং: দাঁতের পৃষ্ঠতলকে ডেটাম (অথবা ডেডিকেটেড ম্যান্ড্রেল) হিসেবে ব্যবহার করে ভিতরের গর্ত বা বাইরের বৃত্তগুলিকে গ্রাইন্ড করা, যার গোলাকারতা ≤0.005 মিমি এবং নলাকারতা ≤0.01 মিমি/100 মিমি।
গিয়ার গ্রাইন্ডিং: দাঁতের প্রোফাইল নির্ভুলতা জিবি/T 10095.1-2008 গ্রেড 6, হেলিক্স নির্ভুলতা গ্রেড 6, এবং পৃষ্ঠের রুক্ষতা রা≤0.8μm অর্জনের জন্য সিএনসি ফর্ম গ্রাইন্ডিং বা ওয়ার্ম গ্রাইন্ডিং।
হোনিং (ঐচ্ছিক): উচ্চ-গতির গিয়ারের জন্য, পৃষ্ঠের রুক্ষতা রা≤0.4μm এ কমাতে এবং জালের শব্দ কমাতে হোনিং করা হয়।
শ্যাফ্টগুলিতে গিয়ার থেকে টর্ক এবং রেডিয়াল লোড থাকে:
খালি প্রস্তুতি:
ফোরজিং: ডাই ফোরজিং বা ডাই ফোরজিং খুলুন (দৈর্ঘ্য-ব্যাস অনুপাতের জন্য >5 সম্পর্কে), তারপরে 180-220HBW এ কঠোরতা নিয়ন্ত্রণ করতে স্বাভাবিককরণ (2 ঘন্টার জন্য 850-870℃, এয়ার কুলিং) করুন।
পরিদর্শন: অভ্যন্তরীণ ত্রুটির জন্য কেন্দ্রশাসিত অঞ্চল, পৃষ্ঠের ত্রুটির জন্য এমটি।
থ্রেড গ্রাইন্ডিং (উচ্চ-নির্ভুল থ্রেডের জন্য): থ্রেডের নির্ভুলতা 6g এবং পৃষ্ঠের রুক্ষতা রা≤1.6μm নিশ্চিত করা।
(ঘ) সমাবেশ প্রক্রিয়া
সমাবেশ অবস্থানগত নির্ভুলতা এবং ট্রান্সমিশন স্থিতিশীলতা নিশ্চিত করে:
অংশ পরিষ্কার এবং প্রাক-চিকিৎসা:
সমস্ত যন্ত্রাংশ কেরোসিন দিয়ে পরিষ্কার করা হয় (তেল এবং ধ্বংসাবশেষ অপসারণ করে); বিয়ারিং এবং সিলগুলি বিশেষ এজেন্ট দিয়ে পরিষ্কার করা হয়, শুকানো হয় এবং মরিচা-প্রতিরোধী তেল দিয়ে প্রলেপ দেওয়া হয়;
অংশের ফিট পরীক্ষা করা হচ্ছে (যেমন, বিয়ারিং এবং শ্যাফ্টের জন্য ইন্টারফেরেন্স ফিট H7/k6, ক্লিয়ারেন্স ফিট H7/g6)।
শ্যাফটিং অ্যাসেম্বলি:
প্রেস-ফিটিং বিয়ারিং: জার্নালগুলিতে প্রেস-ফিট করার জন্য বিয়ারিংগুলিকে 80-100℃ তাপমাত্রায় গরম করা, হাতুড়ি দিয়ে আঘাত করা এড়ানো;
গিয়ার-শ্যাফ্ট অ্যাসেম্বলি: ইন্টারফারেন্স ফিটগুলির জন্য হট ফিটিং (১২০-১৫০℃ তাপমাত্রায় উত্তপ্ত গিয়ার) অথবা কোল্ড ফিটিং (তরল নাইট্রোজেন দিয়ে ঠান্ডা করা শ্যাফ্ট) ব্যবহার করুন। অ্যাসেম্বলি-পরবর্তী কোঅ্যাক্সিয়ালিটি পরীক্ষা (রেডিয়াল রানআউট ≤০.০২ মিমি)।
আবাসিক সমাবেশ:
শ্যাফটিং উপাদান স্থাপন: নিম্ন আবাসনে ইনপুট, মধ্যবর্তী এবং আউটপুট শ্যাফ্ট অ্যাসেম্বলি মাউন্ট করা। শ্যাফ্ট সমান্তরালতা নিশ্চিত করতে ডায়াল সূচকগুলির সাথে বিয়ারিং সিটের অবস্থান সামঞ্জস্য করা (≤0.03 মিমি/1000 মিমি);
গিয়ার মেশিং অ্যাডজাস্টমেন্ট: ফিলার গেজ বা সীসা চাপ দিয়ে ব্যাকল্যাশ (গ্রেড 6 গিয়ারের জন্য 0.15-0.3 মিমি) পরীক্ষা করা, এবং মার্কিং পেস্ট দিয়ে দাঁতের উচ্চতা অনুসারে ≥60%, দাঁতের দৈর্ঘ্য অনুসারে ≥70% যোগাযোগের ধরণ পরীক্ষা করা। শিমের পুরুত্ব সামঞ্জস্য করে মেশিং অপ্টিমাইজ করা।
আবাসন বন্ধ এবং বেঁধে রাখা:
নিচের হাউজিং জয়েন্ট পৃষ্ঠে সিলান্ট (যেমন, লোকটাইট ৫১০) প্রয়োগ করা, তারপর উপরের হাউজিং বন্ধ করা। নির্দিষ্ট টর্কের জন্য বোল্টগুলিকে সমানভাবে শক্ত করা (তির্যক ক্রম, ২-৩ ধাপ) (যেমন, M20 বোল্টের জন্য 350-400N·m);
হাউজিং ফিট পরীক্ষা করা হচ্ছে (০.০৫ মিমি ফিলার গেজ যেন ভেতরে না যায়)।
আনুষাঙ্গিক ইনস্টলেশন:
সিল স্থাপন (ফ্রেমওয়ার্ক তেল সিলের ঠোঁট ভেতরের দিকে মুখ করে, শ্যাফ্টের সাথে 0.1-0.2 মিমি হস্তক্ষেপ);
লুব্রিকেশন সিস্টেম (তেলের স্তর পরিমাপক যন্ত্র, শ্বাস-প্রশ্বাস যন্ত্র, ড্রেন প্লাগ) ইনস্টল করা। বড় গিয়ারবক্সগুলিতে তেল পাম্প, ফিল্টার এবং কুলার যুক্ত করা হয়।
নো-লোড পরীক্ষা চালানো:
তেলের স্তর পরিমাপক মিডলাইনে গিয়ার তেল (যেমন, L-সিকেডি 220 এক্সট্রিম প্রেসার ইন্ডাস্ট্রিয়াল গিয়ার তেল) দিয়ে ভর্তি করা। 1.2× অপারেটিং গতিতে 2 ঘন্টা ধরে নো-লোড চালানো;
পর্যবেক্ষণ: কোনও অস্বাভাবিক শব্দ নেই (≤85dB), বিয়ারিং তাপমাত্রা ≤40℃ বৃদ্ধি (পরিবেষ্টিত +40℃), কোনও ফুটো নেই।
তৃতীয়. গিয়ারবক্স পরিদর্শন প্রক্রিয়া
পরিদর্শন কভার কাঁচামাল পরিদর্শন, প্রক্রিয়াধীন পরিদর্শন এবং চূড়ান্ত পণ্য পরিদর্শন:
(ক) কাঁচামাল পরিদর্শন
উপাদান সার্টিফিকেশন: মিল সার্টিফিকেট যাচাই করা (রাসায়নিক গঠন, যান্ত্রিক বৈশিষ্ট্য), যেমন, 20CrMnTi যার জন্য কোটি 1.0-1.3%, মণ 0.8-1.1% প্রয়োজন;
ভৌত ও রাসায়নিক পরীক্ষা: রাসায়নিক বিশ্লেষণের জন্য নমুনা সংগ্রহ (সরাসরি-পঠন স্পেকট্রোমিটার) এবং যান্ত্রিক সম্পত্তি পরীক্ষার (টেনসাইল এবং প্রভাব পরীক্ষার মেশিন);
পরিদর্শন: ফোরজিংসের জন্য ১০০% কেন্দ্রশাসিত অঞ্চল (জেবি/T 5000.15-2007 ক্লাস II) এবং গুরুত্বপূর্ণ ঢালাই পৃষ্ঠের জন্য এমটি (কোনও ফাটল বা ছিদ্র নেই)।
(খ) প্রক্রিয়াধীন পরিদর্শন (কী নোড)
আবাসন পরিদর্শন:
ঢালাই করা হাউজিং: মাত্রিক পরীক্ষা (সিএমএম, গুরুত্বপূর্ণ গর্তের অবস্থানগত সহনশীলতা ≤0.05 মিমি), পৃষ্ঠের গুণমান (কোনও বালির গর্ত বা সংকোচন নেই), এবং চাপ পরীক্ষা (30 মিনিটের জন্য 0.3MPa, কোনও ফুটো নেই);
ঢালাই করা হাউজিং: ঢালাইয়ের জন্য কেন্দ্রশাসিত অঞ্চল/এমটি (জেবি/T 5000.3-2007 ক্লাস II) এবং ঢালাই-পরবর্তী বিকৃতি (সমতলতা ≤0.05 মিমি/100 মিমি)।